
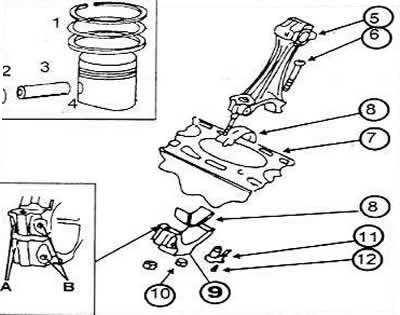
Монтажна схема поршня та шатуна
1 Поршневе кільце
2 Стопорне кільце поршневого пальця
3 Поршневий палець
4 Поршень
5 Шатун
6 Болт шатуна
7 Блок циліндрів
8 Вкладиш шатунного підшипника
9 Кришка шатунного підшипника.
10 Гайка кришки шатунного підшипника
11 Масляний жиклер
12 Запобіжний клапан для скидання тиску відкривається при тиску 2,5-3,2 Бар. Літерами зазначені позначення шатуна та кришки (А) та місцезнаходження литих виступів (В). Останні мають бути звернені до шківа
Поршні та шатуни вибиваються з внутрішньої сторони блоку циліндрів вгору за допомогою рукоятки молотка після зняття кришок шатунних підшипників та вкладишів підшипників. При виконанні даної роботи слід виконувати наведені нижче вказівки щодо позначень і положення установки деталей, а також особливостей різних двигунів. Вказівки відносяться до всіх типів двигунів.
Зняття
Кожен поршень і шатун, що відноситься до нього, слід позначити номером циліндра, з якого він знятий. Найкраще цей номер нанести фарбою на денці циліндра. Крім того, на денці циліндра потрібно намалювати стрілку, що вказує на передню сторону двигуна.
При знятті поршнів з шатунами слід помічати точне положення установки кришок підшипників шатунних і відразу після зняття шатуна і кришки підшипника наносити з одного боку номер циліндра. Це найкраще зробити за допомогою кернера (для циліндра №1 один удар кернером і т.д.).
Шатун та кришка шатунного підшипника мають бути зібрані таким чином, щоб литі виступи знаходилися один проти одного. Обидва литі виступи після установки шатуна повинні бути звернені до шківа колінчастого валу.
На деяких бензинових, а також дизельних двигунах для охолодження поршнів є масляні жиклери. Вони розташовані в нижній частині отворів циліндрів.
Позначити положення вкладишів підшипників відповідно до номерів шатунів та їх положення щодо кришок підшипників. Також помітити верхній та нижній вкладиші фарбою із задньої сторони.
При замовленні нових поршнів слід обов'язково вказати модель та рік її випуску. Поршні виготовляються відповідними ступенями стиснення та мають різну глибину виїмки.
При знятті поршнів та від'єднанні їх від шатунів слід чинити так:
Зняти кришки підшипників та вкладиші, вибивши деталі вказаним способом. При необхідності зчистити кільце від нагару олії у верхній частині отвору циліндра за допомогою скребка.
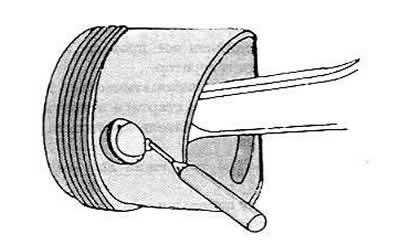
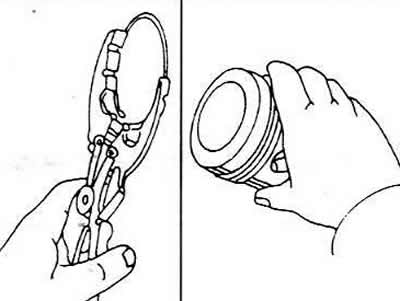
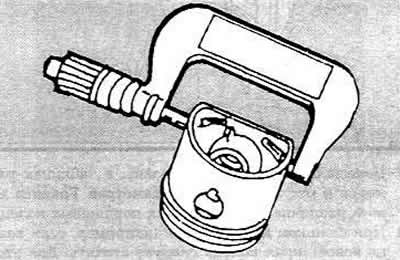
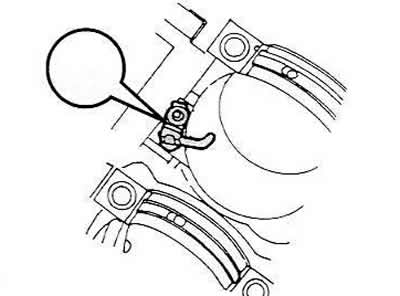
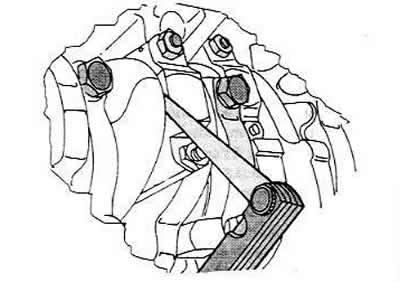
Видавити палець поршня після зняття стопорного кільця. Виріз в отворі для поршневого пальця дозволяє використовувати для зняття загострений інструмент. так щоб можна було підчепити стопорне кільце, як зображено на малюнку. Палець слід видавити за допомогою відповідного пробійника (оправлення).
Зняти по порядку поршневі кільця за допомогою знімача для поршневих кілець. Якщо кільця встановлюватимуться повторно, їх необхідно позначити відповідним чином. Поршневі кільця дуже тендітні, а це означає, що при їх знятті, навіть за допомогою знімача, потрібно бути дуже обережним і не розкривати їх дуже сильно.
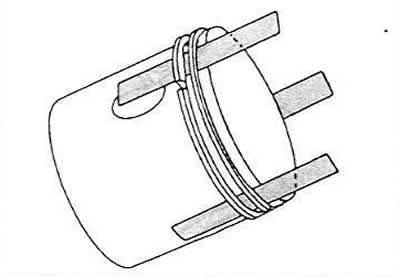
Якщо немає знімача поршневих кілець, можна засунути під кільце рівномірно, в різних місцях поршня металеві смужки. Одна смужка повинна бути обов'язково під замком кільця, щоб уникнути появи подряпин.
Після зняття поршневого кільця слід відразу ж оглянути. Обидва верхні кільця позначені з одного боку словом "ТОР" або словом "OBEN". Ця сторона після встановлення кільця має бути зверху. Третє кільце можна встановлювати будь-якою стороною.
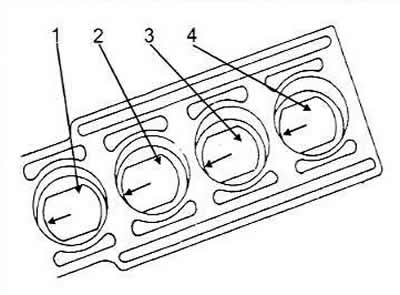
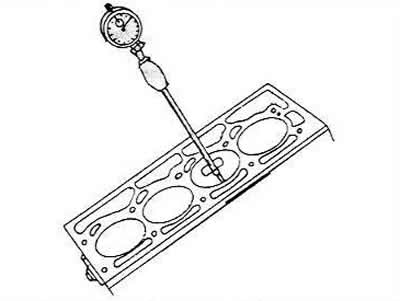
Вимірювання отворів циліндрів
Для проведення вимірювань отворів циліндрів потрібно скористатися спеціальним стрілочним вимірювачем, за допомогою якого можна виміряти у верхній, середній і нижній частині отвору. Якщо стрілочного вимірювача немає, цю операцію виконати не можна.
Вимірювання отвору циліндра слід провести у напрямках "А" та "В". З іншого боку, вимірювання слід зробити з відривом 10 мм від верхнього краю, 10 мм від нижнього краю й у середній частині, тобто. на рівнях 1, 2 і 3. Загалом, потрібно зробити по шість вимірювань на кожен отвір циліндра. Усі виміряні величини потрібно записати і порівняти з наведеними в таблицях розмірів та регулювальних параметрів.
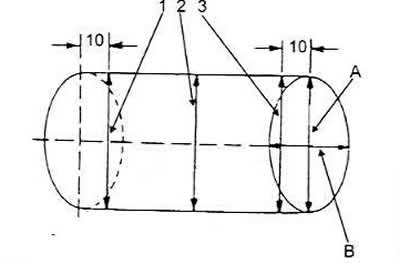
Слід мати на увазі, що доведеться розточувати всі циліндри, навіть якщо розміри одного з циліндрів не перебувають у нормі. Допустимо відхилення на 0,08 мм від номінальної величини. Ремонтні розміри поршнів вказані в таблицях розмірів та регулювальних параметрів.
Остаточний розмір отвору циліндра визначається після вимірювання діаметра поршня, який проводиться в 10 мм від нижнього краю спідниці поршня і правому куті отвору поршневого пальця.
До цього розміру слід додати зазор поршня 0,03 мм. Крім того, слід врахувати добавку 0,02 мм для хонінгування циліндра. Для перевірки зазору поршня в отворі циліндра виміряти поршень і отвір циліндра описаним вище способом і обчислити різницю між цими величинами. Якщо результат перевищує 0,08 мм, потрібно розточувати циліндри, оскільки зазор досяг граничної величини зношування.
Перевірка поршнів та шатунів
Усі деталі слід добре перевірити. Якщо на деталях видно сліди борозен, виїмок або зношування, їх необхідно замінити. Слід провести наступну перевірку поршнів:
Виміряти зазори поршневих кілець у канавках по висоті, встановлюючи кільця по черзі у відповідні канавки. Зазор між поверхнею кільця та поверхнею канавки поршня визначається за допомогою плоского щупа. Якщо зазор кільця перевищує величину 0,12 мм, значить зношені кільця або поршні. Номінальна величина становить 002-007 мм.
Вставити по порядку всі поршневі кільця з нижньої сторони блоку циліндрів в отвори циліндрів. За допомогою перевернутого поршня кільця слід натиснути приблизно на 15 мм вниз. При цьому обидва кран кільця слід зрушити, щоб виміряти зазор у замку кільця.
Номінальні значення вказані в таблицях розмірів та регулювальних параметрів. Кордон зносу різна для різних поршневих кілець.
При замалому зазорі (наприклад, якщо кільце нове), краї кільця слід сточити. Для цього потрібно затиснути напилок у лещата. При надто великому зазорі у замку кільця відповідне кільце слід замінити.
Поршневі пальці та втулки шатунів слід перевірити на зношування та наявність стертих місць. Якщо хоч один шатун непридатний, слід замінити весь комплект.
Гайки шатунних підшипників повинні щоразу замінюватись.
Шатуни слід перевірити на вигин та скручування у спеціальному пристосуванні.
Перевірити болти шатунів на наявність пошкоджень та за потреби замінити. В даному випадку застосовуються розтяжні болти або їх слід замінювати тільки на такі ж.
Складання поршнів і шатунів
Якщо знімається жиклер для охолодження поршня, його слід закрутити разом із запобіжним клапаном (27 Нм). Жиклер розташовані в нижній частині отворів циліндрів.
Якщо замінюються поршні, слід перевірити, щоб усі поршні були одного типу.
Нагріти поршні до температури 60°С (покласти в гарячу воду). Потрібно подбати про наявність відповідного інструменту, який можна приставити до внутрішньої сторони поршневого пальця.
Утиснути пальці рукою в нагріті поршні та в шатуни.
При складанні поршнів та шатунів слід виконувати наступні вказівки:
Стрілка на денці поршня (або намальована або вибита на новому поршні) має бути звернена до передньої сторони двигуна.
Литі виступи на шатуні та кришці підшипника мають бути звернені до шківа. Позначення номерів циліндрів на шатунах та кришках підшипників мають збігатися.
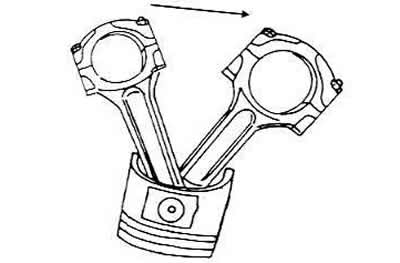
Перевірити, щоб після збирання поршень міг вільно хитатися на шатуні, якщо переміщати його у напрямку стрілки.
За допомогою плоскогубців для поршневих кілець встановити кільця у канавки по черзі. Обидва компресійні кільця можна переплутати, а тому необхідно перевірити їх перетин перед встановленням. Крім того, обидва компресійні кільця позначені з одного боку словом "ТОР" або "ОВЕN" і це позначення після встановлення кільця має читатися зверху.
Встановити маслознімне кільце, що складається з трьох частин, рівномірно розподіливши замки
Установка, поршнів та шатунів
Добре змастити отвори циліндрів.
Розкласти всі шатуни згідно з номерами циліндрів. Литі виступи на шатунах та кришках підшипників повинні бути звернені до шківа колінчастого валу.
Стрілки на денцях поршнів повинні вказувати на передню сторону двигуна.
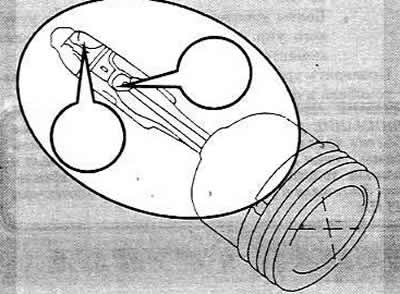
Розташувати замки поршневих кілець однаковій відстані по колу поршня тобто. через 120°. На монтажній схемі поршня з шатуном зображено, як мають розташовуватися замки по відношенню до поршневого пальця.
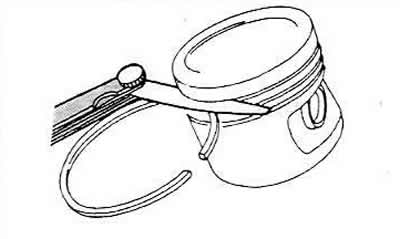
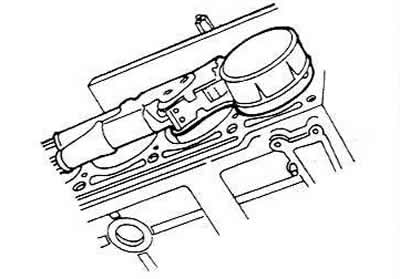
Розташувати стяжну стрічку для поршневих кілець. як зображено на малюнку і вдавити поршневі кільця у канавки. Перевірити, щоб вони були добре втиснуті.
Надіти короткі відрізки гумових або пластмасових трубок на шпильки шатуна, щоб не подряпати отвір циліндра.
Повернути колінчастий вал, щоб дві шийки валу знаходилися в положенні нижньої мертвої точки.
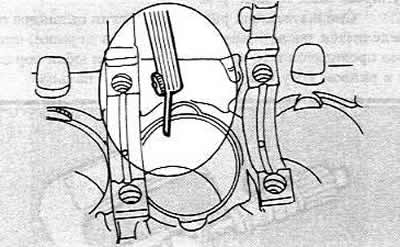
Всунути шатун в отвір зверху. Двигун для цього потрібно покласти набік, щоб можна було підвести шатуни до шийок підшипників і не подряпати отвори циліндрів або шатунні шийки. Вкладиш шатунного підшипника повинен при цьому перебувати в шатуні, виступом у виїмці.
Всунути поршень, поки кільця одне за одним не всунуться в отвір циліндра, а основа шатуна має сісти на шию колінчастого валу. При цьому потрібно не подряпати шийку підшипника.
Покласти вкладку другого підшипника в кришку підшипника, добре змастити вкладку, натиснути кришку на шпильки шатуна і злегка забити. Відрізки гумових трубок потрібно заздалегідь зняти. Обов'язково слід звернути увагу на те, щоб литі виступи на шатуні та кришці шатунного підшипника збіглися, інакше в останній момент можна зробити помилку
Змастити поверхні прилягання гайок на кришках шатунних підшипників олією. Затягнути гайки кришок шатунних підшипників поперемінно моментом 30 Нм і з цього положення дотягнути ще 90°, тобто. на чверть обороту.
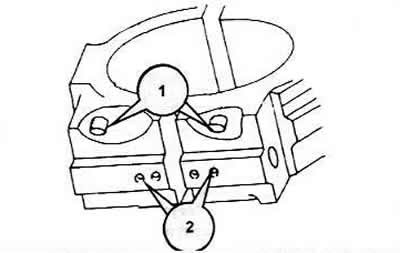
Після прикручування шатунних підшипників слід ще раз оглянути кожен підшипник. З досвіду відомо, що дефекти шатунних підшипників іноді виявляються після закінчення ремонту, коли кришка підшипника та шатун не прикручені бездоганно. Цифрою (1) на малюнку позначені обидва вищезгадані литі виступи, а цифрою (2) — позначення кришки шатунного підшипника і шатуна, в даному випадку для другого циліндра. Зазначені мітки повинні розташовуватися на всіх шатунах один навпроти одного. Таку перевірку слід обов'язково здійснити перед закриттям картера двигуна.
Після встановлення шатунів колінчастий вал потрібно кілька разів провернути, щоб визначити, чи немає заїдань. Якщо є, потрібно вкотре перевірити, чи є поршні у правильному становищі, тобто. стрілки на денцях повинні бути спрямовані вперед (у бік шківа).
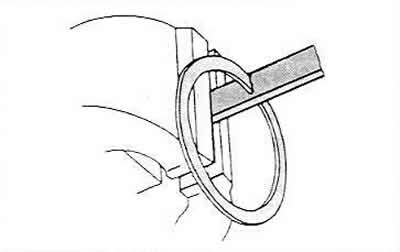
За допомогою вимірювального щупа перевірити зазор між бічною поверхнею шатуна та поверхнею колінчастого валу.
При цьому слід натиснути шатунний підшипник праворуч, як видно на малюнку, щоб з'явився зазор для всмоктування щупа. Це осьовий зазор підшипника шатуна, і він повинен перевищувати величину 0,37 мм.
Встановити масляний піддон.
Коментарі відвідувачів