
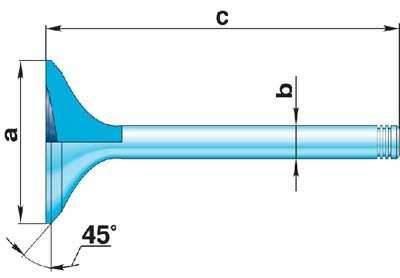
Розміри клапанів чотирициліндрового двигуна
| впускний клапан | випускний клапан | |
|
a
| 40,0 мм |
33,0 мм
|
|
b
|
7,97 мм
|
7,95 мм
|
|
з
|
91 мм
|
90,8 мм
|
Розміри сідла клапана
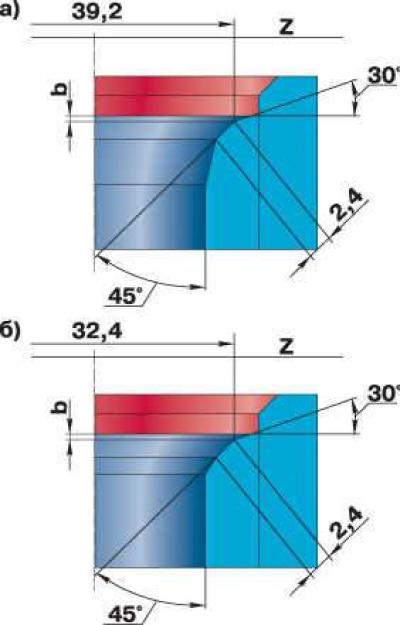
Розміри сідла клапана:
- а) впускний клапан
- б) випускний клапан
Порядок виконання
1. Після розбирання головки блоку промити всі деталі в бензині, протерти і просушити. Очистити камери згоряння та клапани від нагару.
2. Оглянути головку блоку. Якщо є тріщини на стінках камери згоряння, сліди прогару тощо замінити головку блоку.
3. Перевірити за допомогою металевої лінійки та щупів, чи не порушена площинність поверхні головки, що прилягає до блоку. Для цього лінійку поставити ребром на поверхню головки блоку посередині, вздовж і потім упоперек та щупом виміряти зазор між поверхнею головки та лінійкою. Якщо проміжок перевищує 0,1 мм, голівку замінюють або прошліфовують. Мінімальна припустима висота головки 132,75 мм. Якщо при шліфуванні висота головки вийшла меншою, головку необхідно замінити.
4. Перевірити головку на відсутність тріщин, для цього підвести до одного з отворів сорочки охолодження шланг для підведення стисненого повітря. Заглушити усі отвори в голівці дерев'яними пробками. Опустити головку у ванну з водою та подати стиснене повітря під тиском 1,5 атм. У місцях, де є тріщини, виходитимуть повітряні бульбашки.
5. Оглянути клапани. При виявленні на робочій фасці клапана тріщин, жолоблення головки клапана, прогорання, деформації стрижня клапан необхідно замінити.
6. Незначні ризики та подряпини на робочій фасці клапана можна вивести притиранням. Клапан до сідла слід притирати так:
- вставити клапан головку блока;
- надягти на стрижень клапана пристосування для притирання клапанів;
- нанести на робочу фаску клапана тонкий шар притиральної пасти;
- повертати клапан за допомогою пристрою в обидві сторони, періодично притискаючи до сідла. Зовнішньою ознакою задовільного притирання є однотонний матово-сірий колір робочої фаски та клапана.
7. Після притирання ретельно промити сідло та клапан і ретельно протерти чистою ганчіркою для видалення залишків притиральної пасти.
8. Щоб перевірити герметичність клапана, встановити його в головку блоку разом із пружинами та сухарями. Після цього покласти головку блоку набік і залити в канал, що закривається клапаном, гас. Якщо протягом 3 хв гас не проникне в камеру згоряння, клапан вважається герметичним. Розміри клапана показано на рис Розміри клапанів чотирициліндрового двигуна.
9. Перевірити стан пружин клапанів. Скривлені пружини, а також з тріщинами або поламані замінюють.
10. Перевірити стан сідел клапанів. На робочих фасках сідел не повинно бути слідів зношування, раковин, корозії тощо. Незначні пошкодження (дрібні ризики, подряпини тощо) можна вивести притиранням клапанів. Значніші дефекти усувають шліфуванням. При шліфуванні слід витримати розміри сідла, що вказані на рис Розміри сідла клапана.
11. Після шліфування притерти клапани. Потім ретельно очистити і продути стисненим повітрям головку блоку, щоб у каналах, що закриваються клапанами, і камерах згоряння не залишилося абразивних частинок.
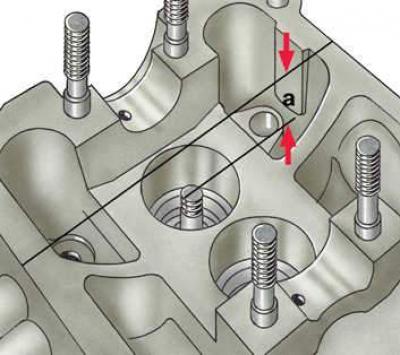
12. Слід врахувати, що після шліфування сідла клапан сідає у сідло глибше. Тому на двигунах з гідроштовхачами клапанів після шліфування потрібно виміряти відстань між торцем стрижня клапана, притисненого до сідла, і верхньою площиною головки блоку. Якщо цей розмір менший за 33,8 мм для впускних клапанів і менший за 34,1 мм для випускних, слід замінити головку блоку, оскільки в цьому випадку порушується нормальна робота гідроштовхачів клапанів. Таким чином, зменшення робочої фаски сідла клапана не повинно бути більше різниці розміру до шліфування і мінімального допустимого розміру а.
13. Перевірити зазори між напрямними втулками та клапанами. Для цього вставити клапан у напрямну втулку так, щоб торець стрижня клапана був урівень з торцем напрямної втулки.
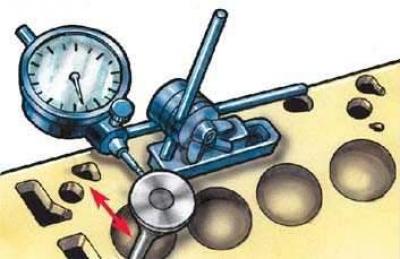
14. Встановіть ніжку індикатора до головки клапана. Переміщаючи клапан від упору до упору в горизонтальній площині, виміряти зазор. Якщо переміщення впускного клапана перевищує 1,0 мм, а випускного – 1,3 мм, замініть втулки та клапани. Діаметри стрижнів впускного та випускного клапанів різні, тому потрібно перевіряти втулки впускних клапанів, вставляючи впускний клапан, а випускних – випускний клапан.
Коментарі відвідувачів