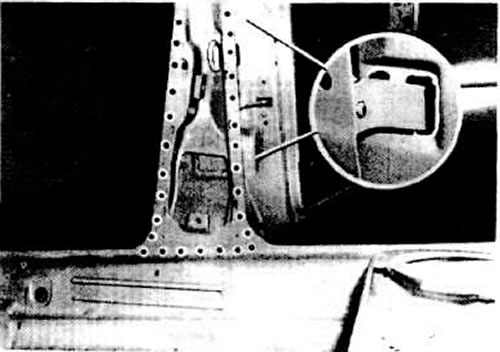
Зняти двері із відповідного боку. Висвердлити точки зварювання в місці з'єднання панелі стійки з підлогою кузова. У верхній частині стійки передбачити розріз приблизно на 50 мм від даху, а в нижній — 20 мм від підлоги. Висвердлити точки контактного зварювання стійки і підсилювача Підготувати до зварювання стики і загрунтувати грунтовкою, що містить цинк. Встановити та закріпити нову деталь, перевірити зазори. Встановити двері та визначити місце приварювання петлі. Приварити внахлест верхній та нижній кінці стійки та підсилювача контактним зварюванням та заварити отвори дуговим зварюванням у захисному середовищі. Приварити петлі дуговим зварюванням у захисному середовищі безперервним швом. Обробити внутрішні поверхні рідким воском.

Коментарі відвідувачів