
Уклоните поклопце лежаја #1 и #3 (очитавање се узима са стране погона брегастог вратила), затим наизменично одврните навртке клинова који причвршћују поклопце лежаја бр. 2 и 4 унакрсно.
Скините брегасту осовину са лежајева главе цилиндра и уклоните подизаче вентила.
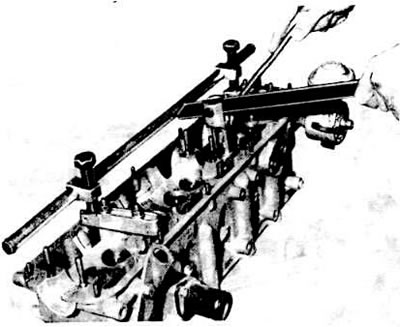
Демонтажа вентила помоћу компресора са опругом вентила
Поставите компресор опруге вентила на главу цилиндра и помоћу шиљастих клешта ослободите крекере из вентила.
Уклоните плочасте опруге.
Уклоните заптивке стабла вентила помоћу инерцијалног извлакача.
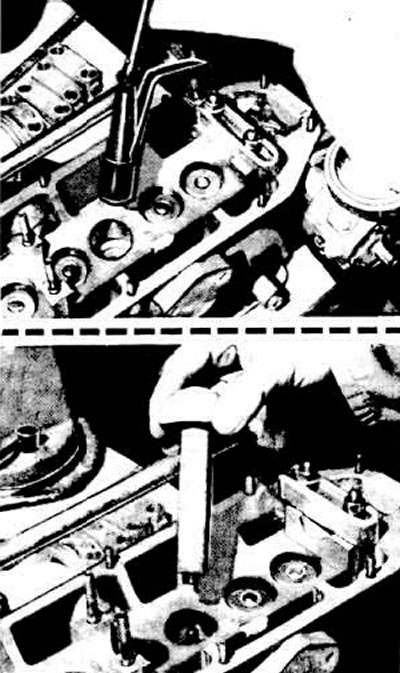
Уклањање и уградња заптивки стабла вентила Горе: Уклањање поклопца. Доле: Инсталирање поклопца
Извадите вентиле.
Уклоните опружне подлошке вентила.
Означите положај делова који се уклањају тако да се делови који се не могу заменити могу вратити у првобитни положај током монтаже.
Обришите детаље.
Проверите степен истрошености седишта вођица вентила и зазор између чаура и вретена вентила.
Уметните нови вентил у водећу чауру и помоћу алата ВВ 387 са индикатором одредите размак између краја вретена и ивице водеће чауре.
Замените вођице ако зазор прелази 0,10 мм за чауре усисних вентила и 0,13 мм за чауре издувних вентила.
Проверите равност спојне површине главе цилиндра металним лењиром и сетом мерача.
Избрусити, ако је потребно, спојну површину главе цилиндра у прихватљивим границама (види пододељак «Детаљне спецификације»).
Проверите стање вентила и опруга вентила.
Проверите стање седишта вентила и, ако је потребно, избрусите их. Брушење се врши посебним алатом иу прихватљивим границама (центиметар. «Детаљне спецификације»).
На моделима мотора «KU» И «NF» у случају седишта вентила за млевење, мора се одржавати минимално растојање да би се обезбедио нормалан рад хидрауличних подизача вентила «А» (види слику у одељку «Мотор са четири цилиндра») између краја вретена вентила и горње равни главе цилиндра, што за усисне вентиле треба да буде 33,80 мм, за издувне вентиле - 34,10 мм.
Скупљање радне ивице седишта вентила не сме да пређе вредност једнаку разлици између вредности «А» пре брушења седишта вентила и минималне вредности «А» после млевења.
Избрусити, ако је потребно, радне косине улазних вентила. Радне ивице издувних вентила нису подложне брушењу, брушење издувних вентила је дозвољено, ау другим случајевима морају се заменити.
Темељно очистите главу цилиндра пре монтаже и након брушења седишта вентила и преклапања вентила.
Избрусити, ако је потребно, спојну површину главе цилиндра у прихватљивим границама (види пододељак «Детаљне спецификације»).
Проверите стање вентила и опруга вентила.
Проверите стање седишта вентила и, ако је потребно, избрусите их. Брушење се врши посебним алатом иу прихватљивим границама (центиметар. «Детаљне спецификације»).
На моделима мотора «KU» И «NF» у случају седишта вентила за млевење, мора се одржавати минимално растојање да би се обезбедио нормалан рад хидрауличних подизача вентила «А» (види слику у одељку «Мотор са четири цилиндра») између краја вретена вентила и горње равни главе цилиндра, што за усисне вентиле треба да буде 33,80 мм, за издувне вентиле - 34,10 мм.
Скупљање радне ивице седишта вентила не сме да пређе вредност једнаку разлици између вредности «А» пре брушења седишта вентила и минималне вредности «А» после млевења.
Избрусити, ако је потребно, радне косине улазних вентила. Радне ивице издувних вентила нису подложне брушењу, брушење издувних вентила је дозвољено, ау другим случајевима морају се заменити.
Темељно очистите главу цилиндра пре монтаже и након брушења седишта вентила и преклапања вентила.
Коментари посетилаца