
Înainte de a lua o decizie de reparație, este necesar să diagnosticați starea împerecherii unităților. De regulă, diagnosticul se realizează prin semne indirecte, cum ar fi; zgomot crescut, vibratii, consum de ulei, spargere a gazelor de carter etc. Pentru o mai buna diagnosticare, unitatea trebuie demontata, piesele spalate, inspectate si supuse micrometrizarii. Pe baza rezultatelor inspecției și micrometrului, se ia decizia de a continua funcționarea fără reparații sau de a efectua reparații. În acest caz, trebuie să ne ghidăm după următoarele considerații: dacă dimensiunile reale ale pieselor se încadrează în câmpurile de toleranță permise de acest manual, atunci este posibilă funcționarea continuă a unității fără reparații; dacă dimensiunile sunt în afara toleranței, atunci sunt necesare reparații. Extensii ale câmpurilor de toleranță date în acest manual. trebuie inteleasa ca posibilitatea utilizarii resursei reziduale a unitatii fara refacerea interfetelor.In cazul repararii unitatii, la refacerea interfetelor, nu este permisa extinderea campurilor de toleranta peste cele nominale.
Tehnologia de reparare este de obicei împărțită în patru etape principale de lucru:
- 1. Demontarea-spalare.
- 2 Controlați sortarea.
- 3. Repararea efectivă a refacerii micro și macrogeometriei suprafețelor pieselor și proprietăților fizice și mecanice.
- 4. Asamblare cu control preliminar al pieselor care vin la montaj.
Operațiunile de spălare de demontare se desfășoară în mai multe etape - spălarea exterioară a unității, subdemontarea, spălarea nodală, demontarea în piese, spălarea și curățarea pieselor Toate piesele trebuie curățate temeinic de murdărie și depuneri de carbon înainte de control-sortare, degresate, spălate și uscate.
Curățați canalele de ulei și orificiile din părți, spălați sub presiune și suflați cu aer comprimat.
Detaliile și j aliajele de aluminiu și zinc nu pot fi spălate în soluții alcaline utilizate pentru spălarea pieselor din oțel și fontă, deoarece aluminiul și zincul se dizolvă în alcalii.
În procesul de verificare a pieselor, prin inspecție externă sunt detectate rupturi, fisuri, lovituri, coji și alte daune. În părțile critice, prezența fisurilor este verificată cu ajutorul unui detector de defecte. Dimensiunile pieselor trebuie controlate în locurile cu cea mai mare uzură. Dinții angrenajului se uzează neuniform, prin urmare, la verificarea lor, trebuie măsurați cel puțin trei dinți, situați aproximativ la un unghi de 120°. Având în vedere necesitatea de a garanta funcționarea angrenajelor pe întreaga durată de revizie, nu sunt permise scăparea dinților și ciobirea suprafeței de lucru a dinților de natură oboseală.
Unitatile de asamblare precum: biela cu capac bielei, blocul cilindrilor cu capace ale rulmentului principal, cutia de viteze si transmisiile finale nu trebuie demontate. Unitățile de asamblare rămase pot fi demontate, dar dacă se ia decizia de a continua funcționarea elementelor de împerechere fără reparații, atunci nu este recomandabil să le demontați.
În toate cazurile de reparare a pieselor prin sudură și suprafață, cordonul de sudură trebuie să aibă incluziuni de zgură, zone neverificate, decupări și alte defecte. După sudare, curățați cusătura. Eliminați căderile metalice, astfel încât acestea să nu interfereze cu instalarea pieselor de împerechere.
Găurile cu filete uzate sau deteriorate sunt restaurate prin filetarea unei dimensiuni mari de reparație, sudarea găurii cu filetare ulterioară de dimensiune nominală, setarea șurubelnițelor și inserțiile filetate spiralate. Utilizarea inserțiilor filetate este de preferat din motive de calitate a restaurării și costul forței de muncă.
Inserția este o spirală elastică realizată din sârmă rombica. La un capăt al spiralei este îndoită o lesă tehnologică, cu ajutorul căreia inserția este înfășurată într-o gaură pregătită anterior.
Procesul tehnologic de reparare a unei găuri filetate folosind o inserție spirală include următoarele operații: găurirea unei găuri defecte la o anumită dimensiune, tăierea unui filet în el corespunzător dimensiunii inserției spiralate, înșurubarea inserției spiralate și ruperea tehnologică. șofer de-a lungul crestăturii.
Tabelul prezintă dimensiunile găurilor și filetele pentru inserțiile spiralate utilizate la repararea pieselor auto.
Tabel cu mărimi pentru găurire și robinet pentru inserții spiralate
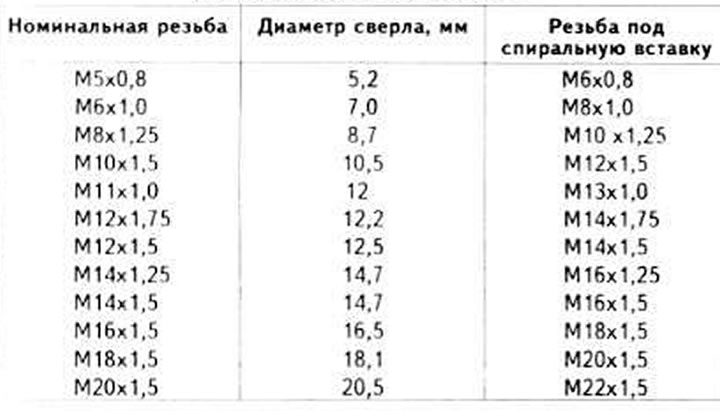
Pentru a repara găurile filetate cu inserții spiralate, se produce un kit special, care include: inserții, burghie, robinete speciale, chei pentru înșurubare inserții, barbe pentru tăierea unei lese tehnologice.
Piesele prezentate pentru asamblare trebuie să fie curate și uscate.
Conexiunile filetate trebuie să fie nedeteriorate. Elementele de fixare filetate autoblocante de unică folosință trebuie înlocuite cu altele noi.Dacă nu este posibilă utilizarea elementelor de fixare autoblocante noi, la instalarea celor vechi, acestea trebuie blocate suplimentar pentru a nu se întoarce.
La asamblare, instalați garnituri și garnituri noi. În timpul asamblarii, lubrifiați suprafețele de frecare ale pieselor cu ulei curat. Când instalați garnituri de cauciuc, lubrifiați suprafața de lucru a manșetei pentru a evita deteriorarea în timpul instalării. Când instalați garnituri de ulei cu o carcasă metalică, lubrifiați priza de sub simeringul cu un strat subțire de etanșare.
Asamblați unitățile și ansamblurile în conformitate cu acest manual.
Cu ajutorul unui instrument de măsurare, verificați dimensiunile pieselor care formează potrivirea înainte de asamblare.
La asamblarea pieselor care au o potrivire mobilă în împerechere, trebuie asigurată mișcarea relativă liberă a acestora, fără blocare. Instalați bucșe, inele de rulmenți cu bile și cu role folosind dornuri. La presarea rulmenților, forța nu trebuie transmisă prin bile sau role. Uneltele de presare trebuie să se sprijine pe inelul care urmează să fie presat. Forța de presare trebuie să se potrivească cu axa rulmentului pentru a evita alinierea greșită a inelelor.
Dacă, conform condițiilor de asamblare, instalarea pieselor critice se realizează prin lovirea unui ciocan, este necesar să se utilizeze dornuri și ciocane din metale neferoase, materiale plastice, cauciuc, precum și dispozitive pentru presarea pieselor.
Cheile trebuie așezate ferm în canalele arborilor folosind un ciocan sau un dorn neferos. Jocul cheilor în canelurile arborilor nu este permis.
Știfturile trebuie înșurubate strâns în orificiile filetate, fără joc. Detaliile ar trebui să fie puse liber pe știfturi. Îndoirea știfturilor la instalarea pieselor pe ele nu este permisă, fixarea ansamblului sau a piesei cu mai multe piulițe sau șuruburi trebuie făcută uniform în jurul perimetrului - mai întâi preliminar, apoi în cele din urmă. Toate piulițele sau șuruburile aceleiași îmbinări trebuie strânse la același cuplu.
În toate cazurile. prevazute de Manual, este necesara folosirea cheilor care permit limitarea cuplului.
Cuplurile de strângere ale îmbinărilor filetate, cu excepția cazului în care sunt specificate în mod specific în specificațiile tehnice, sunt determinate în funcție de diametrul filetului conform tabelului.
Tabel cuplurilor de strângere pentru racorduri filetate
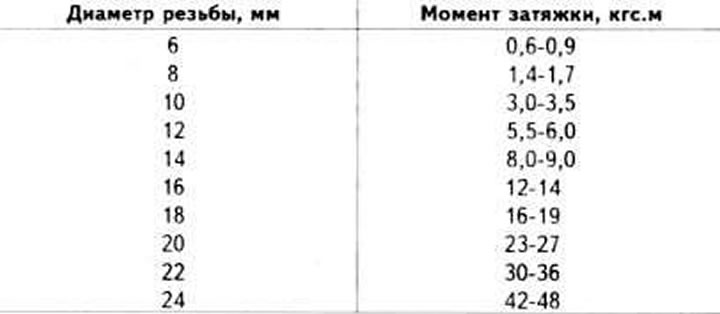
Șurubul trebuie să iasă din piuliță (cu exceptia cazurilor speciale) două sau trei fire de ață.
Ştifturile nu trebuie să iasă din fantele piuliţelor. Capetele știfturilor trebuie separate și îndoite - unul pentru șurub și celălalt pentru piuliță.
Suflați conductele conductei de combustibil și ale actuatorului de frână cu aer comprimat în timpul asamblarii.
Comentariile vizitatorilor