
Czyszczenie
1. Usuń wszystkie komponenty zewnętrzne i czujniki elektryczne z urządzenia. Do całkowitego wyczyszczenia najlepiej jest wyciągnąć korki technologiczne z bloku cylindrów. Aby je usunąć, wywierć mały otwór, a następnie wkręć śrubę samogwintującą i wyjmij korek za pomocą szczypiec lub ściągacza udarowego (Ryż. 10.1, a-c).
 |  |

2. Zeskrobać wszelkie ślady starych uszczelek, uważając, aby nie uszkodzić współpracujących powierzchni.
3. Wyjąć korki kanału olejowego. Korki są zwykle bardzo ciasne - można je wywiercić, naciąć nowe gwinty i wkręcić nowe korki podczas montażu.
4. Jeśli blok jest mocno zabrudzony, można go umyć parą pod ciśnieniem. Po oczyszczeniu powierzchni zewnętrznych należy wyczyścić wszystkie kanały. Opłucz je gorącą wodą, aż skończy się czysta. Dokładnie osuszyć i nałożyć warstwę oleju na obrabiane powierzchnie, aby zapobiec korozji. Nasmaruj również cylindry. Jeśli masz dostęp do sprężarki powietrza, użyj jej do przyspieszenia suszenia i przedmuchania wszystkich kanałów.
Uwaga! Zachowaj ostrożność i zawsze noś okulary ochronne podczas pracy ze sprężonym powietrzem.
5. Jeśli części nie są bardzo zabrudzone, można je umyć gorącą wodą (ile jesteś w stanie znieść) woda z mydłem z mocnym wstrząśnięciem. Niezależnie od zastosowanej metody dokładnie wyczyść i osusz wszystkie kanały i otwory. Chroń je przed korozją w sposób opisany powyżej.
6. Wszystkie otwory gwintowane muszą być czyste, aby można było wkręcić w nie śruby z zalecanym momentem obrotowym bez obawy o pęknięcie bloku. Aby usunąć rdzę, resztki utrwalacza i brud z otworów gwintowanych oraz przywrócić profil gwintu, należy wbić otwory odpowiednim gwintownikiem (Ryż. 10.6). Jeśli to możliwe, przedmuchaj gwintowane otwory sprężonym powietrzem. Przydatne jest użycie aerozolu wypierającego wilgoć ze słomką, którą zwykle nakłada się na puszkę (typ WD-40).

Uwaga: Należy zwrócić szczególną uwagę, aby w nieprzelotowych otworach gwintowanych nie pozostały żadne płyny ani oleje - mogą pojawić się pęknięcia podczas wkręcania w nie śrub pod wpływem ciśnienia hydraulicznego.
7. Nałożyć odpowiedni uszczelniacz na korki kanałów olejowych, wkręcić je w otwory w bloku i mocno dokręcić.
8. Jeśli nie planujesz od razu montować silnika, przykryj go folią i przechowuj tak, aby nie rdzewiał.
Badanie
9. Sprawdź wzrokowo blok pod kątem pęknięć i korozji. Sprawdzić gwintowane otwory pod kątem uszkodzeń. Jeśli wystąpiły wewnętrzne wycieki chłodziwa, wymagana jest kontrola bloku cylindrów na specjalnym sprzęcie w celu wykrycia ukrytych pęknięć. W przypadku stwierdzenia takich usterek należy je naprawić, jeśli to możliwe, jeśli nie, wymienić urządzenie.
10. Sprawdź wszystkie powierzchnie cylindra/wkładki pod kątem zużycia. Zwykle na górze cylindra/tulei znajduje się niezużyty kołnierz, który wskazuje limit skoku tłoka. Jeśli zużycie rolki nie jest bardzo duże, być może uda się ją wywiercić do rozmiaru naprawy. Zasięgnij porady w odpowiednio wyposażonym warsztacie.
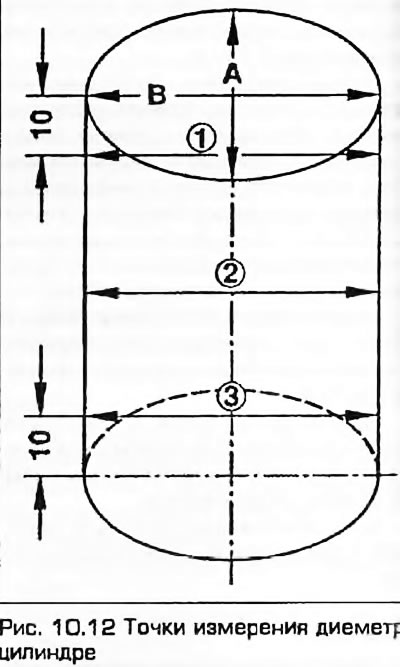
11. Zmierz średnicę każdego cylindra u góry (w 10 mm poniżej "pas ognia!, na środku i na dole (10 mm od dolnej krawędzi), równolegle do osi wału korbowego.
Uwaga: Aby wykonać pomiary, umieść urządzenie na twardej, równej powierzchni (stoł warsztatowy). Jeśli silnik jest zamontowany na chwiejnym stojaku montażowym, pomiary mogą nie być dokładne.
12. Teraz wykonaj te same pomiary. ale w płaszczyźnie prostopadłej do osi wału korbowego (Ryż. 10.12). Jeżeli różnica pomiędzy uzyskanymi wynikami przekracza dopuszczalną specyfikację, to cylinder ma eliptyczne lub stożkowe zużycie i należy podjąć drastyczne działania - wszystkie cztery cylindry należy rozwiercić do rozmiaru naprawy, a tłoki wymienić na nowe, również tej rozmiar naprawy.
13. Wykorzystać wyniki wykonanych wcześniej pomiarów średnic tłoków (patrz paragraf 7), do obliczenia luzu tłok/cylinder. Producenci nie określają tolerancji, więc skonsultuj się ze sprzedawcą lub firmą zajmującą się regeneracją silników.
14. Umieść blok na płaskiej, twardej powierzchni, skrzynią korbową skierowaną w dół. Za pomocą stalowej linijki i zestawu szczelinomierzy płaskich zmierzyć krzywiznę powierzchni styku klocka z głowicą. Tolerancje nie są określone przez producentów, jednak ogólnie przyjmuje się ugięcie 0,05 mm. Jeśli możliwa jest krzywizna większa niż ta wartość, wymagane będzie szlifowanie. Skonsultuj się ze sprzedawcą w celu uzyskania porady
15. Przed montażem silnika należy wyszlifować powierzchnię cylindrów w celu lepszego dotarcia pierścieni i uzyskania maksymalnego uszczelnienia. Odpowiedni rodzaj honowania ma sprężynowe pręty ścierne i może być włożony do wiertarki elektrycznej. Doświadczeni entuzjaści samochodów uzyskują zadowalające rezultaty, używając do tego celu plastikowej butelki posmarowanej papierem ściernym.
Uwaga: Jeśli takie narzędzie jest dla Ciebie dostępne lub wątpisz w swoje możliwości radzenia sobie z tym zadaniem, może ono zostać wykonane przez specjalistę za umiarkowaną opłatą.
16. Do wykonania tej operacji potrzebne będzie jedno z powyższych narzędzi, wiertło (elektryczny lub pneumatyczny), czyste szmaty, nafta lub olej do honowania i gogle.
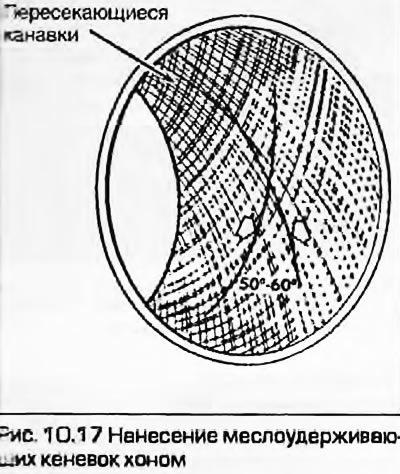
17. Zamontować osełkę w uchwycie wiertarskim. Narzędzie do honowania musi poruszać się ruchem posuwisto-zwrotnym, aby wykonać poprzeczne rowki na powierzchni cylindra, wlewając obfite ilości oleju do honowania. Idealnie rowki powinny przecinać się pod kątem 50...60° (Ryż. 10.17). Podczas instalowania nowych tłoków ich producenci mogą zalecać honowanie pod innym kątem - postępuj zgodnie z ich instrukcjami.
Uwaga! Zachowaj ostrożność i zawsze noś okulary ochronne podczas pracy ze sprężonym powietrzem.
18. Podczas honowania obficie spryskaj cylindry olejem. Nie przesadzaj podczas usuwania metalu z cylindrów maszyny. Nie wyjmuj osełki z cylindra, dopóki jej obroty nie ustaną. Wyjmij honę, obracając ją ręcznie. Na koniec zabiegu czystą szmatką zetrzyj wszelkie ślady oleju do honowania.
19. Wytrzyj cylinder szmatką i przejdź do następnego cylindra. Po zakończeniu honowania zmyć wszelkie pozostałości ścierne gorącą wodą z mydłem. Cylinder jest czysty, jeśli po wytarciu czysta szmatka zwilżona olejem silnikowym pozostaje czysta.
20. Pokryj blok cienką warstwą oleju silnikowego, aby zapobiec rdzewieniu podczas przechowywania.
21. Zamontować wszystkie elementy wymontowane zgodnie z pkt. 1.
Komentarze gości