
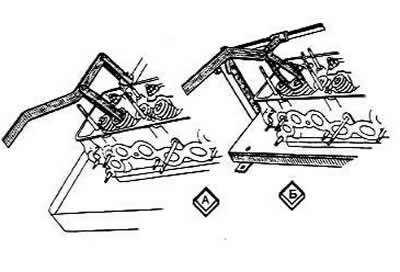
Urządzenie przenośne (A) i stacjonarne (B) do montażu i demontażu zaworów silnika
Jednym z narzędzi jest ściśnięcie sprężyn zaworowych, usunięcie uwolnionych krakersów, sprężyn zaworowych z płytkami i podkładkami oporowymi. Obróć głowicę cylindrów i wyjmij zawory od spodu. Zdejmij uszczelki olejowe z tulei prowadzących. Zawory są instalowane w odwrotnej kolejności.
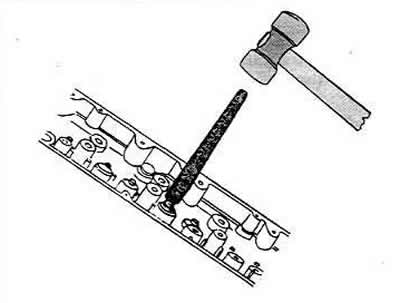
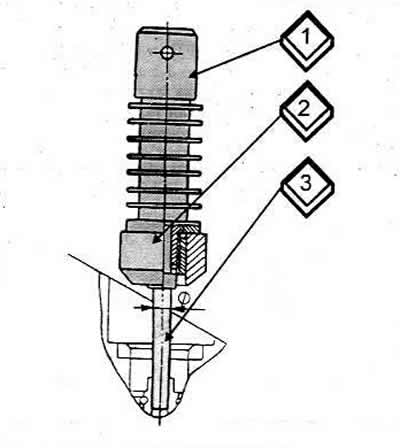
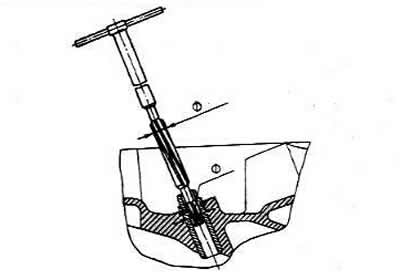
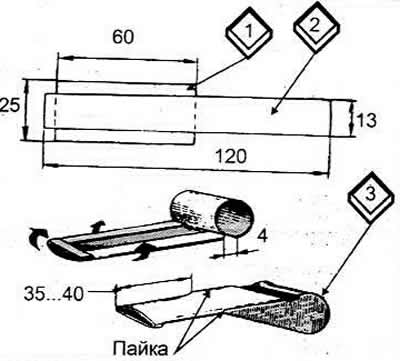
Trzpień do montażu uszczelnień trzonków zaworów na prowadnicach zaworów
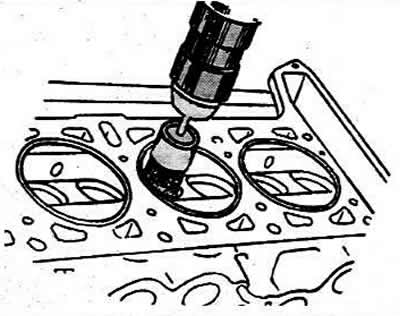
Szczotka metalowa napędzana wiertarką elektryczną - do usuwania osadów węglowych z komór spalania głowicy cylindrów oraz z powierzchni zaworów wydechowych.
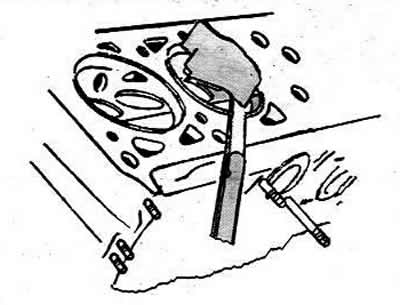
Miernik do pomiaru głębokości komory spalania głowicy cylindrów
Ta operacja jest wykonywana w sposób pokazany na rysunku, jeśli głowica została zeszlifowana z powodu deformacji.
Urządzenie do szlifowania faz roboczych gniazd zaworów
1 wrzeciono
2 Ściernica
3 Pręt prowadzący
Narzędzie do obciągania ściernic
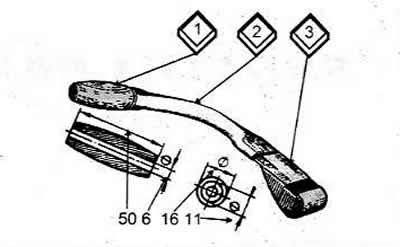
Narzędzie do fazowania gniazda zaworu
1 wrzeciono
2 noże
3 Pręt prowadzący
Szlifierka do szlifowania faz roboczych zaworów
W tym celu należy zamontować na szlifierce zawór i zamocować ruchomy wspornik tak, aby uzyskać wymagany kąt fazowania.
1 Zawory
2 Ściernica
3 Dźwignia
Trzpienie do wyciskania prowadnic zaworów oraz trzpienie do wciskania tych tulei
Luz między prowadnicami zaworów a trzpieniem zaworu sprawdza się za pomocą wskaźnika lub mierzy się średnicę trzpienia zaworu oraz średnicę otworu w prowadnicy zaworu.

Jeśli nie jest możliwe zapewnienie wymaganego luzu podczas wymiany zaworu, konieczna jest wymiana tulei zaworu na trzpienie.
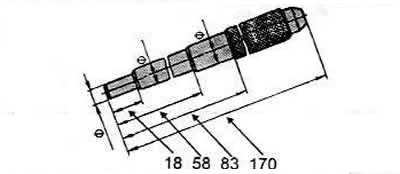
Zestaw rozwiertaków prowadnic zaworów
Po wciśnięciu tulei prowadzących konieczne jest doprowadzenie ich średnic do wymiarów nominalnych poprzez rozwiercenie zaworów dolotowych i wydechowych.
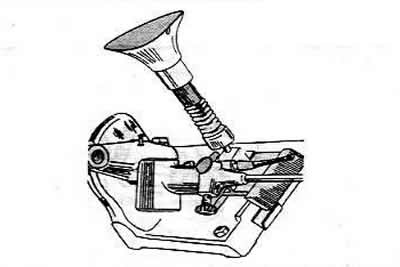
Urządzenia do sprawdzania szczelności zaworów silnikowych
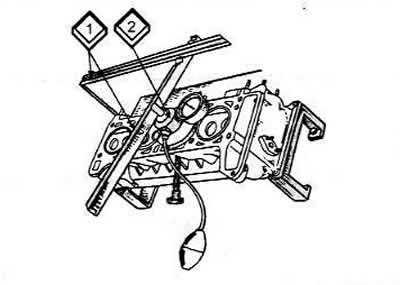
Aby to zrobić, dokładnie wyczyść gniazda i zawory i zainstaluj głowicę cylindrów na stojaku (3). Włóż zawory do odpowiednich tulei prowadzących i zamknij otwory świec zapłonowych korkami (4). Zainstaluj urządzenie (2) na pozycję. wskazane na rysunku. Mocno naciśnij dźwignię i dmuchaj powietrzem gumową gruszką, aż. aż manometr wskaże ciśnienie 50 kPa. W ciągu 10 sekund nie należy zaobserwować spadku ciśnienia. Jeśli ciśnienie spadnie, tj. wycieki powietrza, konieczne jest powtórzenie szlifowania powierzchni czołowej zaworu i gniazda na głowicy cylindrów.
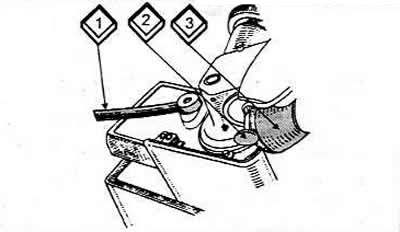
Przyrząd do hydraulicznej próby szczelności płaszcza chłodzącego głowicy cylindrów
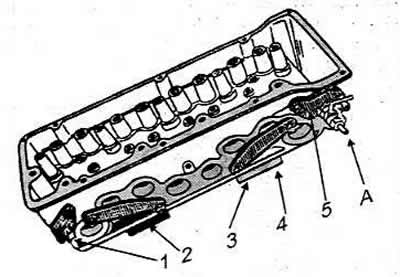
I zaopatrzenie w wodę
1, 2, 3 wtyczki
4 Piec
5 Kołnierz z przyłączem wodnym
W tym celu należy zamontować na głowicy części znajdujące się w zestawie mocującym, podłączyć pompę do kranu i zasilić je wodą o ciśnieniu 0,5 MPa wewnątrz głowicy. W ciągu 2 minut nie powinno dojść do wycieku wody z głowicy bloku. W przypadku stwierdzenia pęknięć głowicę cylindrów należy wymienić. Szczelność głowicy cylindrów można również sprawdzić za pomocą sprężonego powietrza. Aby to zrobić, zamiast wody należy dostarczyć sprężone powietrze pod ciśnieniem 0,15-0,2 MPa, opuścić głowicę cylindrów do wanny z wodą podgrzaną do 60°-80°C i ogrzewać przez 5 minut. W ciągu 1-1,5 minuty nie należy obserwować wytrawiania powietrza z głowy.
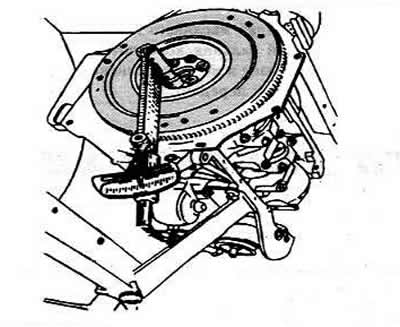
klucz dynamometryczny - do technologicznie poprawnego dokręcania elementów złącznych.
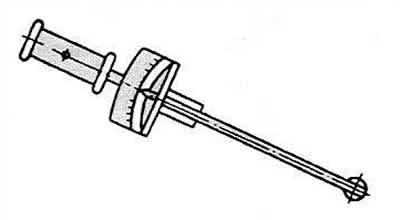
Dokręcanie śrub koła zamachowego silnika kluczem dynamometrycznym pokazano na rysunku.
sonda- sprawdzić luz między dźwignią napędu zaworu a krzywką wałka rozrządu.
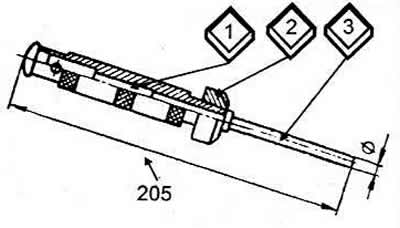
Wskaźnik dźwiękowy do określania suwu sprężania w cylindrze silnika
Aby zainstalować rozdzielacz zapłonu w silniku lub sprawdzić i ustawić kąt wyprzedzenia zapłonu lampką kontrolną, konieczne jest określenie suwu sprężania w pierwszym cylindrze. Aby to zrobić, odkręć świecę pierwszego cylindra, zamknij otwór na świecę papierowym korkiem lub korkiem wskaźnika dźwiękowego, składającego się z drewnianego korka, gumowego węża i dowolnego gwizdka, który możesz sam zrobić, przekręć wał korbowy za pomocą uchwytu startowego i wypchnij papierowy korek z gniazda świecy lub wzdłuż dźwięku gwizdka, aby określić suw sprężania w cylindrze.
1, 2 talerze
3 Wtyczka
Komentarze gości