
Zdejmij pokrywy łożysk #1 i #3 (odczyt jest pobierany od strony napędu wałka rozrządu), następnie naprzemiennie odkręcać nakrętki kołków mocujących pokrywy łożysk nr 2 i 4 w układzie poprzecznym.
Zdejmij wałek rozrządu z łożysk głowicy cylindrów i wyjmij popychacze zaworów.
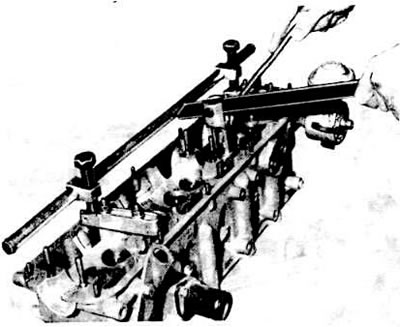
Demontaż zaworów za pomocą ściągacza do sprężyn zaworowych
Zamontować ściągacz sprężyn zaworowych na głowicy cylindrów i za pomocą szpiczastych szczypiec zwolnić krakersy z zaworów.
Usuń sprężyny płytkowe.
Zdjąć uszczelnienia trzonków zaworów za pomocą ściągacza bezwładnościowego.
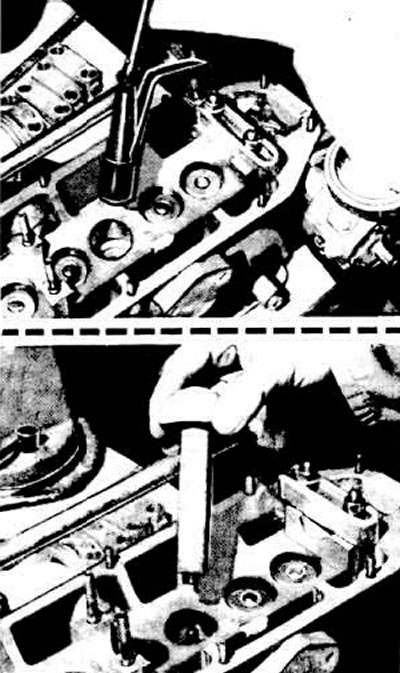
Demontaż i montaż uszczelnień trzonków zaworów Góra: Zdejmowanie kołpaka. Dół: Instalowanie nasadki
Wyjmij zawory.
Zdejmij podkładki sprężyste zaworu.
Zaznacz położenie części do usunięcia, aby części, których nie można wymienić, mogły zostać przywrócone do pierwotnego położenia podczas montażu.
Wyczyść szczegóły.
Sprawdź stopień zużycia gniazd prowadnic zaworów oraz luz między tulejami a trzpieniami zaworów.
Włóż nowy zawór do tulei prowadzącej i określ szczelinę między końcem trzpienia a krawędzią tulei prowadzącej za pomocą narzędzia VW 387 ze wskaźnikiem.
Wymień tuleje prowadzące, jeśli luz przekracza 0,10 mm dla tulei zaworu wlotowego i 0,13 mm dla tulei zaworu wydechowego.
Sprawdź płaskość powierzchni współpracującej głowicy cylindrów za pomocą metalowej linijki i zestawu szczelinomierzy.
W razie potrzeby zeszlifować powierzchnię współpracującą głowicy cylindrów w dopuszczalnych granicach (patrz podrozdział «Szczegółowe specyfikacje»).
Sprawdź stan zaworów i sprężyn zaworów.
Sprawdź stan gniazd zaworów iw razie potrzeby przeszlifuj je. Szlifowanie odbywa się za pomocą specjalnego narzędzia iw dopuszczalnych granicach (cm. «Szczegółowe specyfikacje»).
W modelach silników «KU» i «NF» w przypadku szlifowania gniazd zaworów należy zachować minimalną odległość, aby zapewnić normalne działanie hydraulicznych popychaczy zaworów «A» (patrz rysunek w sekcji «Silnik czterocylindrowy») między końcem trzpienia zaworu a górną płaszczyzną głowicy cylindrów, która dla zaworów dolotowych powinna wynosić 33,80 mm, dla zaworów wydechowych - 34,10 mm.
Skurcz skosu roboczego gniazda zaworu nie może przekroczyć wartości równej różnicy między wartościami «A» przed szlifowaniem gniazda zaworu i wartością minimalną «A» po szlifowaniu.
W razie potrzeby zeszlifować sfazowania robocze zaworów wlotowych. Fazy robocze zaworów wydechowych nie podlegają szlifowaniu, szlifowanie zaworów wydechowych jest dozwolone, aw innych przypadkach należy je wymienić.
Dokładnie wyczyść głowicę cylindrów przed montażem oraz po wyszlifowaniu gniazd zaworów i dotarciu zaworów.
W razie potrzeby zeszlifować powierzchnię współpracującą głowicy cylindrów w dopuszczalnych granicach (patrz podrozdział «Szczegółowe specyfikacje»).
Sprawdź stan zaworów i sprężyn zaworów.
Sprawdź stan gniazd zaworów iw razie potrzeby przeszlifuj je. Szlifowanie odbywa się za pomocą specjalnego narzędzia iw dopuszczalnych granicach (cm. «Szczegółowe specyfikacje»).
W modelach silników «KU» i «NF» w przypadku szlifowania gniazd zaworów należy zachować minimalną odległość, aby zapewnić normalne działanie hydraulicznych popychaczy zaworów «A» (patrz rysunek w sekcji «Silnik czterocylindrowy») między końcem trzpienia zaworu a górną płaszczyzną głowicy cylindrów, która dla zaworów dolotowych powinna wynosić 33,80 mm, dla zaworów wydechowych - 34,10 mm.
Skurcz skosu roboczego gniazda zaworu nie może przekroczyć wartości równej różnicy między wartościami «A» przed szlifowaniem gniazda zaworu i wartością minimalną «A» po szlifowaniu.
W razie potrzeby zeszlifować sfazowania robocze zaworów wlotowych. Fazy robocze zaworów wydechowych nie podlegają szlifowaniu, szlifowanie zaworów wydechowych jest dozwolone, aw innych przypadkach należy je wymienić.
Dokładnie wyczyść głowicę cylindrów przed montażem oraz po wyszlifowaniu gniazd zaworów i dotarciu zaworów.
Komentarze gości