
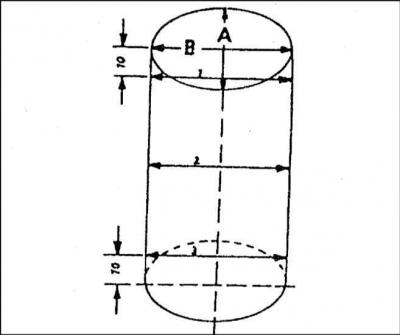
1. Cilindar treba izmjeriti u smjerovima A i B. Osim toga, mjerenja treba izvršiti na udaljenosti od 10 mm od gornjeg ruba, 10 mm od donjeg ruba i u sredini, tj. na razinama 1, 2 i 3. Na svakom cilindru potrebno je napraviti ukupno šest mjerenja. Sve izmjerene vrijednosti moraju se zabilježiti i usporediti s onima navedenima u Specifikacijama.
2. Imajte na umu da ćete morati izbušiti sve cilindre, čak i ako dimenzije jednog od cilindara nisu unutar norme. Dopušteno je odstupanje od 0,8 mm od nazivne vrijednosti. Dimenzije klipova za popravak navedene su u Specifikacijama.
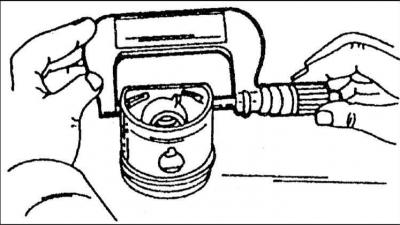
3. Konačna veličina cilindra određuje se mjerenjem promjera klipa, koji se uzima 10 mm od donjeg ruba ivice klipa i u desnom kutu provrta osovine klipa.
4. Nakon toga ovoj dimenziji treba dodati zazor klipa od 0,03 mm. Dodatno treba dodati 0,02 mm na honovanje cilindra.
5. Za provjeru zazora između klipa i cilindra, izmjerite klip i cilindar kako je gore opisano i izračunajte razliku između ovih vrijednosti. Ako rezultat prelazi 0,08 mm, cilindre je potrebno ponovno izbušiti jer je razmak dosegao granicu istrošenosti.
Komentari posjetitelja