
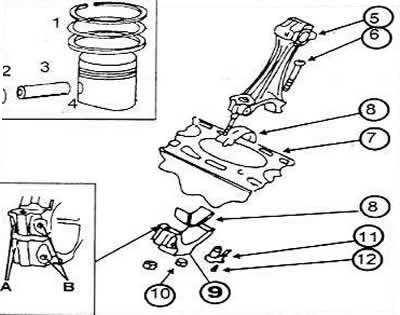
Dijagram ožičenja klipa i klipnjače
1 klipni prsten
2 Osigurač klipa
3 Klipni klip
4 klipa
5 Klipnjača
6 Vijak klipnjače
7 blok cilindra
8 Kućište ležaja klipnjače
9 Kapica ležaja klipnjače.
10 Matica poklopca ležaja klipnjače
11 Uljni mlaz
12 Ventil za smanjenje tlaka, otvara se na 2,5-3,2 bara. Slova označavaju oznake klipnjače i poklopca (A) i mjesto lijevanih izbočina (U). Potonji bi trebao biti okrenut prema remenici
Klipovi i klipnjače izbijaju se s unutarnje strane bloka cilindra prema gore ručkom čekića nakon skidanja kapica ležajeva klipnjača i školjki ležaja. Prilikom izvođenja ovog rada treba se pridržavati sljedećih uputa u vezi s oznakama i položajima ugradnje dijelova, kao i karakteristikama različitih motora. Upute se odnose na sve tipove motora.
Povlačenje
Svaki klip i pripadajuća klipnjača trebaju biti označeni brojem cilindra iz kojeg su uklonjeni. Najbolje je ovaj broj nanijeti bojom na dno cilindra. Osim toga, na dnu cilindra morate nacrtati strelicu koja pokazuje na prednju stranu motora.
Prilikom skidanja klipnjača s klipnjačama označite točan položaj ugradnje poklopaca ležaja klipnjače i odmah nakon skidanja klipnjače i poklopca ležaja s jedne strane nanesite broj cilindra. To je najbolje učiniti bušilicom (za cilindar br. 1 - jedan udarac središnjim udarcem itd.).
Klipnjača i poklopac ležaja klipnjače moraju biti sastavljeni tako da su lijevane ušice jedna naspram druge. Oba lijevana izbočenja nakon ugradnje klipnjače moraju biti okrenuta prema remenici radilice.
Neki benzinski i dizel motori imaju uljne mlaznice za hlađenje klipova. Nalaze se na dnu provrta cilindara.
Označite položaj školjki ležaja prema brojevima klipnjača i njihov položaj u odnosu na poklopce ležaja. Također označite gornju i donju oblogu bojom na stražnjoj strani.
Kod narudžbe novih klipova obavezno navesti model i godinu proizvodnje. Klipovi su proizvedeni tako da odgovaraju omjeru kompresije i imaju različite dubine udubljenja.
Kada uklanjate klipove i odvajate ih od klipnjača, postupite na sljedeći način:
Uklonite poklopce ležajeva i čahure izbijanjem dijelova kako je naznačeno. Ako je potrebno, ostružite uljni karbonski prsten na vrhu provrta cilindra strugačem.
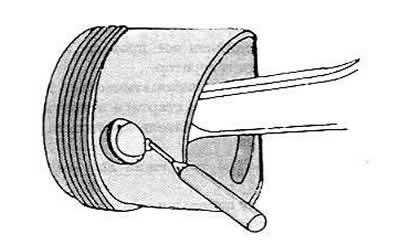
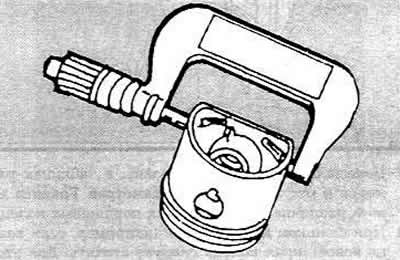
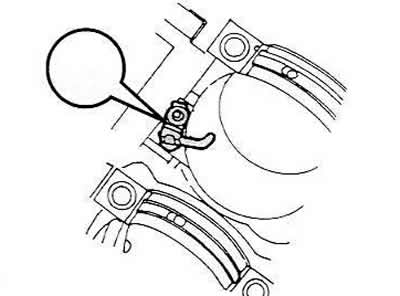
Istisnite osovinicu klipa nakon uklanjanja osigurača. Izrez u otvoru osovinice klipa omogućuje upotrebu šiljatog alata za uklanjanje. tako da možete skinuti sigurnosni prsten, kao što je prikazano na slici. Prst treba pritisnuti odgovarajućim udarcem (trnovi).
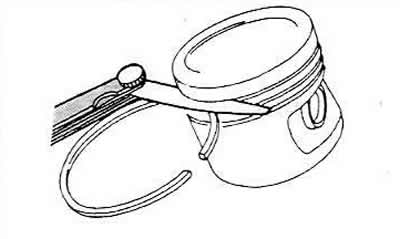
Uklonite klipne prstenove redom pomoću kliješta za klipne prstenove. Ako se prstenovi trebaju ponovno postaviti, moraju biti odgovarajuće označeni. Klipni prstenovi su vrlo krhki, što znači da pri njihovom skidanju, čak i izvlakačem, morate biti jako oprezni da se ne otvore previše.
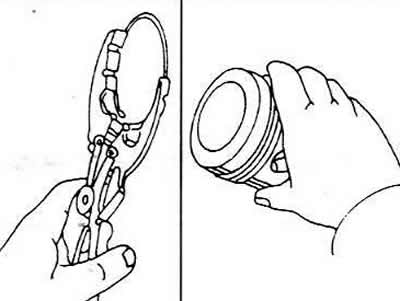
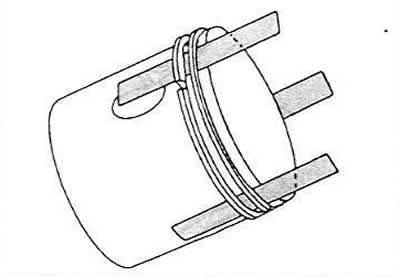
Ako skidač klipnog prstena nije dostupan, metalne trake se mogu ravnomjerno ugurati ispod prstena, na različitim mjestima klipa. Jedna traka uvijek mora biti ispod bravice prstena kako bi se izbjegle ogrebotine.
Nakon skidanja klipnog prstena treba ga odmah pregledati. Oba gornja prstena označena su s jedne strane riječju "TOR" ili riječ "OBEN". Ova strana nakon postavljanja prstena treba biti na vrhu. Treći prsten može se postaviti s obje strane.
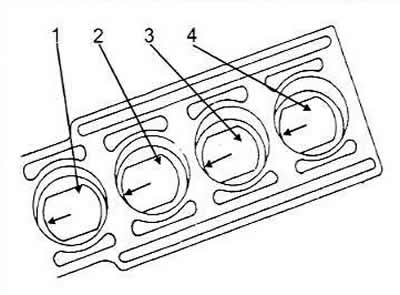
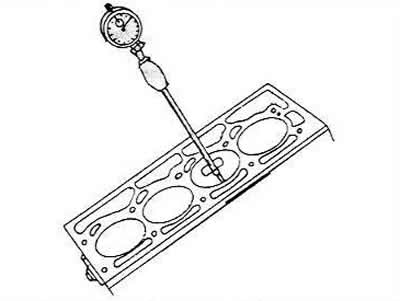
Provrti mjernih cilindara
Za mjerenje provrta cilindara potrebno je koristiti poseban mjerač s brojčanikom, s kojim možete izmjeriti vrh, sredinu i dno rupe. Ako brojčanik nije dostupan, ova se operacija ne može izvesti.
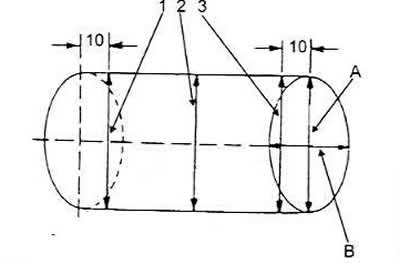
Provrt cilindra treba izmjeriti u smjerovima "A" I "U". Osim toga, mjerenja treba izvršiti na udaljenosti od 10 mm od gornjeg ruba, 10 mm od donjeg ruba i u središnjem dijelu, tj. na razinama 1, 2 i 3. Ukupno se mora napraviti šest mjerenja za svaki provrt cilindra. Sve izmjerene vrijednosti potrebno je zabilježiti i usporediti s onima navedenima u tablicama dimenzija i parametara podešavanja.
Treba imati na umu da ćete morati izbušiti sve cilindre, čak i ako dimenzije jednog od cilindara nisu normalne. Dopušteno je odstupanje od 0,08 mm od nazivne vrijednosti. Dimenzije za popravak klipova navedene su u tablicama dimenzija i parametara podešavanja.
Konačna veličina provrta cilindra određuje se mjerenjem promjera klipa, koji se uzima 10 mm od donjeg ruba ruba klipa i na desnom kutu provrta osovinice klipa.
Ovoj dimenziji dodajte zazor klipa od 0,03 mm. Osim toga, treba uzeti u obzir dodatak od 0,02 mm za honanje cilindra. Za provjeru zazora klipa u provrtu cilindra, izmjerite provrt klipa i cilindra kako je gore opisano i izračunajte razliku između ovih vrijednosti. Ako rezultat prelazi 0,08 mm, potrebno je probušiti cilindre, jer je razmak dosegao granicu istrošenosti.
Provjera klipova i klipnjača
Sve detalje treba pažljivo provjeriti. Ako dijelovi pokazuju znakove udubljenja, udubljenja ili istrošenosti, moraju se zamijeniti. Treba izvršiti sljedeće provjere klipa:
Izmjerite razmake klipnih prstenova u utorima po visini postavljajući prstenove jedan po jedan u odgovarajuće utore. Zazor između površine prstena i površine utora klipa određuje se pomoću ravnog mjernog mjerača. Ako razmak prstena prelazi 0,12 mm, istrošeni su ili prstenovi ili klipovi. Nominalna vrijednost je 0,02-0,07 mm.
Umetnite sve klipne prstenove redom od dna bloka cilindra u otvore cilindra. Koristeći obrnuti klip, prstenove treba pritisnuti prema dolje za oko 15 mm. U tom slučaju, obje prstenaste slavine treba pomaknuti kako bi se izmjerio razmak u prstenastoj bravi.
Nazivne vrijednosti navedene su u tablicama dimenzija i parametara podešavanja. Granica trošenja je različita za različite klipne prstenove.
S premalim razmakom (na primjer, ako je prsten nov), rubove prstena treba odbrusiti. Da biste to učinili, stegnite turpiju u škripac. Ako je razmak u bravi prstena prevelik, odgovarajući prsten se mora zamijeniti.
Klipne igle i klipnjače treba provjeriti na istrošenost i istrošenost. Ako je barem jedna klipnjača neupotrebljiva, cijeli set treba zamijeniti.
Matice ležaja klipnjače moraju se mijenjati svaki put.
Klipnjače treba provjeriti na savijanje i uvijanje u posebnom alatu.
Provjerite ima li oštećenja na vijcima klipnjače i zamijenite ih ako je potrebno. U tom slučaju koriste se ekspanzijski vijci i treba ih zamijeniti samo istima.
Montaža klipova i klipnjača
Ako je mlaznica uklonjena radi hlađenja klipa, treba ju zavrnuti zajedno sa sigurnosnim ventilom (27 Nm). Mlaznice se nalaze na dnu provrta cilindara.
Ako se klipovi mijenjaju, provjerite jesu li svi klipovi istog tipa.
Zagrijte klipove na 60°C (staviti u vruću vodu). Treba pripaziti na odgovarajući alat koji se može nanijeti na unutarnju stranu osovinice klipa.
Pritisnite prste u zagrijane klipove i u klipnjače.
Prilikom sastavljanja klipova i klipnjača slijedite ove upute:
Strelica na dnu klipa (ili naslikan ili utisnut na novom klipu) moraju biti okrenuti prema prednjem dijelu motora.
Lijevane ušice na klipnjači i poklopcu ležaja moraju biti okrenute prema remenici. Oznake brojeva cilindra na klipnjačama i poklopcima ležajeva moraju odgovarati.
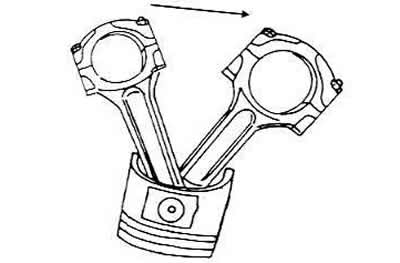
Nakon ponovne montaže provjerite može li se klip slobodno ljuljati na klipnjači kada se pomiče u smjeru strelice.
Pomoću kliješta za klipne prstenove ugradite jedan po jedan prsten u utore. Oba stezna prstena mogu se miješati, pa je potrebno provjeriti njihov presjek prije ugradnje. Osim toga, oba kompresijska prstena označena su s jedne strane riječju "TOR" ili "OWEN" a ovu oznaku nakon ugradnje prstena treba čitati odozgo.
Ugradite prsten za struganje ulja, koji se sastoji od tri dijela, ravnomjerno raspoređujući brave
Ugradnja, klipovi i klipnjače
Dobro podmažite provrte cilindara.
Rasporedite sve klipnjače prema brojevima cilindara. Lijevane ušice na klipnjačama i poklopcima ležaja moraju biti okrenute prema remenici radilice.
Strelice na dnu klipova trebaju pokazivati prema prednjem dijelu motora.
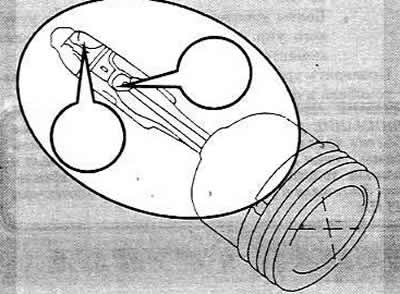
Rasporedite brave klipnih prstenova na istoj udaljenosti po obodu klipa, tj. kroz 120°. Dijagram ožičenja klipa i klipnjače pokazuje kako brave trebaju biti postavljene u odnosu na osovinicu klipa.
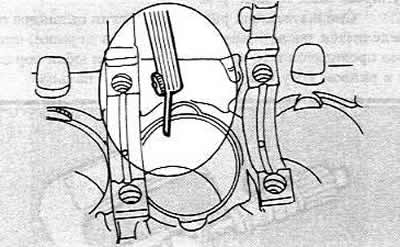
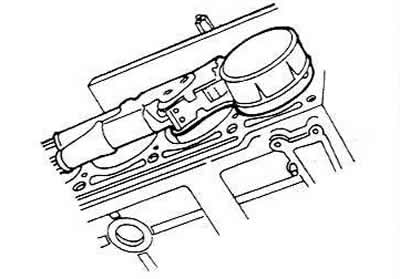
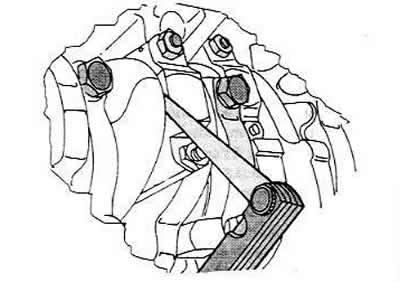
Postavite steznu traku za klipne prstenove. kao što je prikazano na slici i pritisnite klipne prstenove u utore. Provjerite jesu li dobro stisnute.
Navucite kratke gumene ili plastične cijevi preko klipova klipnjače kako biste izbjegli ogrebanje provrta cilindra.
Okrećite radilicu dok dva rukavca ne budu u donjoj mrtvoj točki.
Gurnite klipnjaču u rupu odozgo. U tu svrhu motor mora biti položen na bok tako da klipnjače možete dovesti do ležajnih rukavaca i da ne ogrebete provrte cilindara ili klipnjače. Oklop ležaja klipnjače mora već biti u klipnjači, s izbočinom u udubljenju.
Gurajte klip dok prstenovi jedan po jedan ne skliznu u provrt cilindra i dok klipnjača ne sjedne na rukavac radilice. Pazite da ne ogrebete vrat ležaja.
Postavite drugu čauru ležaja u poklopac ležaja, dobro namažite ljusku, pritisnite poklopac na svornjake klipnjače i lagano udarite. Prvo morate ukloniti dijelove gumenih cijevi. Obratite pažnju na to da se lijevani izbočini na klipnjači i poklopcu ležaja klipnjače podudaraju, inače možete pogriješiti u zadnji čas
Podmažite kontaktne površine matica na poklopcima ležaja klipnjače uljem. Naizmjenično zategnite matice poklopca ležaja klipnjače na 30 Nm i od tog položaja zategnite za još 90°, tj. četvrtina okreta.
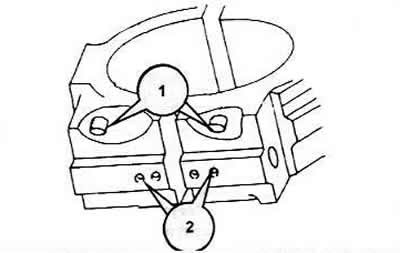
Nakon zavrtanja ležajeva klipnjača svaki ležaj treba ponovno pregledati. Iz iskustva je poznato da se kvarovi na ležajevima klipnjače ponekad javljaju nakon obavljenih popravaka, kada poklopac ležaja i klipnjača nisu savršeno zavrnuti. Numerički (1) slika označava obje gore navedene lijevane izbočine i broj (2) - oznake poklopca ležaja klipnjače i klipnjače, u ovom slučaju za drugi cilindar. Navedene oznake trebaju se nalaziti na svim klipnjačama jedna nasuprot drugoj. Ovu provjeru morate izvršiti prije zatvaranja kućišta motora.
Nakon postavljanja klipnjača, radilica se mora nekoliko puta okrenuti kako bi se utvrdilo ima li zastoja. Ako postoji, morate ponovno provjeriti jesu li klipovi u ispravnom položaju, tj. strelice na dnu trebaju biti usmjerene prema naprijed (strana remenice).
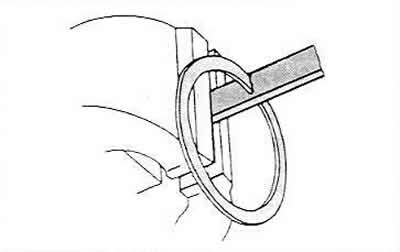
Upotrijebite mjerač za mjerenje zazora između bočne površine klipnjače i površine radilice.
U tom slučaju gurnite ležaj klipnjače udesno, kao što je prikazano na slici, tako da ostane razmak za uguravanje mjerne sonde. Ovo je aksijalni zazor ležaja klipnjače i ne bi trebao biti veći od 0,37 mm.
Ugradite korito ulja.
Komentari posjetitelja