
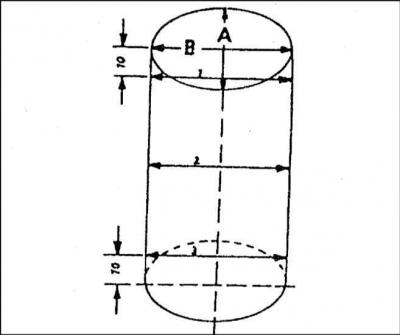
1. Вымярэнне цыліндру варта вырабіць у напрамках А і В. Акрамя таго, вымярэння варта вырабіць на адлегласці 10 мм ад верхняга краю, 10 мм ад ніжняга краю і ў сярэдняй частцы, г.зн. . на ўзроўнях 1, 2 і 3. У агульнай складанасці, трэба зрабіць па шэсць вымярэнняў на кожным цыліндры. Усе вымераныя велічыні трэба запісаць і параўнаць з прыведзенымі ў Спецыфікацыях.
2. Варта мець на ўвазе, што прыйдзецца растачваць усе цыліндры, нават калі памеры аднаго з цыліндраў не знаходзяцца ў норме. Дапушчальна адхіленне на 0.8 мм ад намінальнай велічыні. Рамонтныя памеры поршняў пазначаны ў Спецыфікацыях.
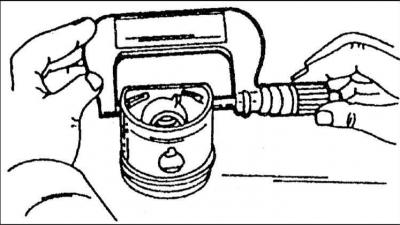
3. Канчатковы памер цыліндру вызначаецца пасля вымярэння дыяметра поршня, якое праводзіцца ў 10 мм ад ніжняга краю спадніцы поршня і ў правым куце адтуліны поршневага пальца.
4. Пасля чаго да гэтага памеру варта дадаць велічыню зазору поршня 0.03 мм. Акрамя таго, варта дадаць 0.02 мм на хонінгаванне цыліндру.
5. Для праверкі зазору поршня ў цыліндры варта вымераць поршань і цыліндр апісаным вышэй спосабам, і вылічыць розніцу паміж гэтымі велічынямі. Калі вынік перавышае 0.08 мм, трэба расточваць цыліндры, паколькі зазор дасягнуў лімітавай велічыні зносу.
Каментары наведвальнікаў