
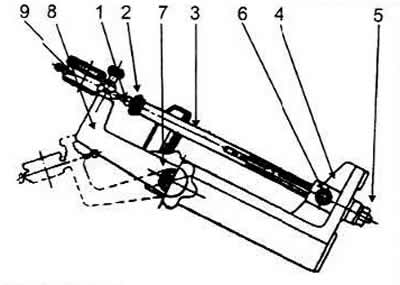
Стэнд - для разборкі і зборкі рухавіка.
Кранштэйны - для мацавання рухавіка на стэндзе.
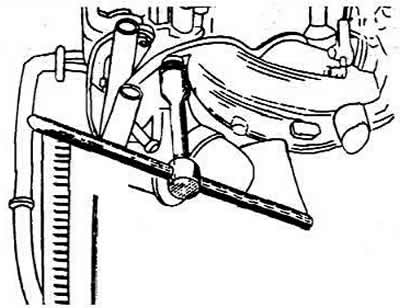
Ключ — для мацавання гаек впускнога і выпускнога калектараў. Момант зацяжкі гаек роўны 25 Нм. Адварочванне гаек паказана на малюнку.
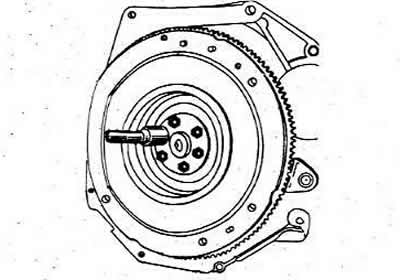
Фіксатар — для ўтрымання махавіка ад пракручвання. Пры адварочванні ці заварочванні храповика каленчатага вала, нітаў мацавання счаплення ці махавіка неабходна ўсталяваць фіксатар у адтуліну блока для замацавання махавіка ад проворачивания.
Ключ - для адварочвання і заварочванні цэнтральнага ніта каленчатага вала і проворачивания каленчатага вала рухавіка пры рэгуляванні клапанаў.
Здымнік - для зняцця пярэдняга падшыпніка першаснага вала каробкі перадач.
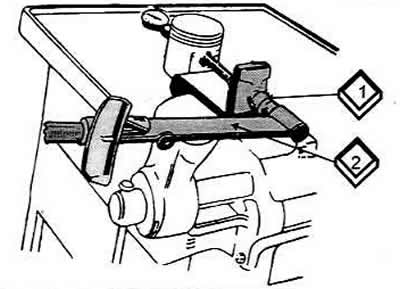
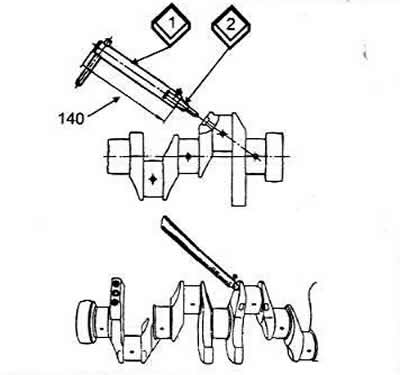
Ключы - для адварочвання і заварочвання шпілек.
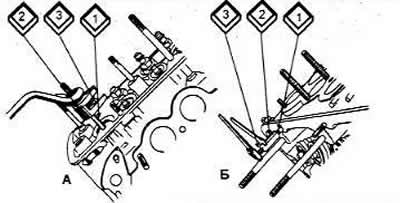
Пры дапамозе ключа (А) шпілька (1) заціскаецца ў ступіцах (2) эксцэнтрыкам (3). У ключы (Б) шпілька (1) заціскаецца ў гайцы (2) нітам (3). Дыяметр і крок разьбярства ключа павінны адпавядаць шпільцы.
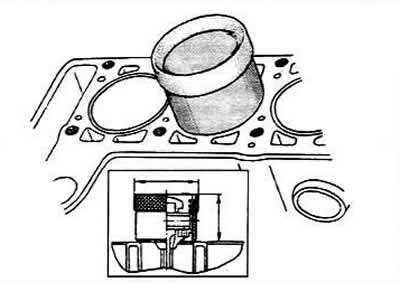
Камплект утулак - для ўсталёўкі поршняў у зборы з поршневымі кольцамі і шатунамі ў цыліндры блока рухавіка. Пры ўсталёўцы поршняў падбіраецца ўтулка, якая адпавядае памеру поршня. Паверхні цыліндраў і поршняў перад усталёўкай трэба вышмараваць маторным алеем.
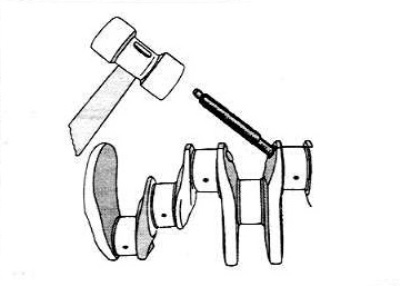
Апраўкі - для запрэсоўкі заглушак каленчатага вала і блока цыліндраў. Дэмантаж заглушак вырабляюць керном і выконваюць пры капітальным рамонце рухавіка з мэтай якаснай ачысткі кашулі астуджэння блока цыліндраў ад шумавіння і алейныя каналы блока цыліндраў, каленчатага і размеркавальнага валаў ад смалістых адкладаў на іх сценках. Пасля запрэсоўкі заглушак алейных каналаў неабходна зачеканить іх керном у некалькіх кропках.
Колцавыя калібры - для ўсталёўкі нутраметра на нуль пры вымярэнні зносу цыліндраў рухавіка.
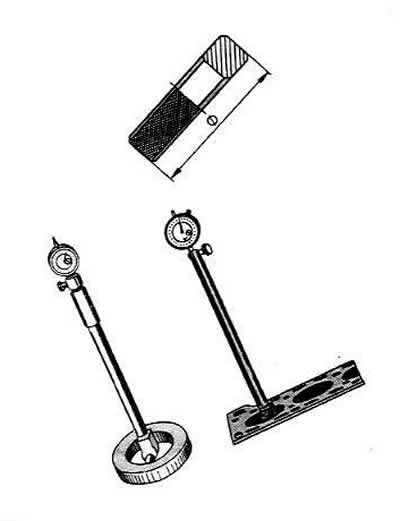
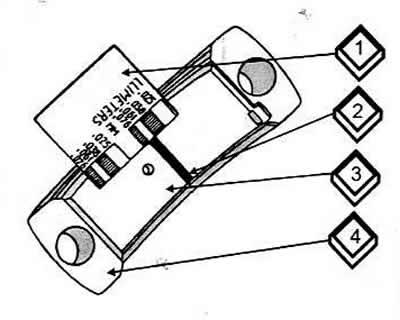
Нутраметр - для вымярэння зносу цыліндраў блока рухавіка. Дыяметр цыліндру вымяраецца ў чатырох паясах. У кожным поясе вырабляюцца два вымярэнні - у падоўжным і папярочным кірунках рухавіка. У зоне пояса (1) цыліндры практычна не зношваюцца. Таму па рознасці замераў у першым і астатніх паясах можна судзіць аб велічыні зносу цыліндраў.
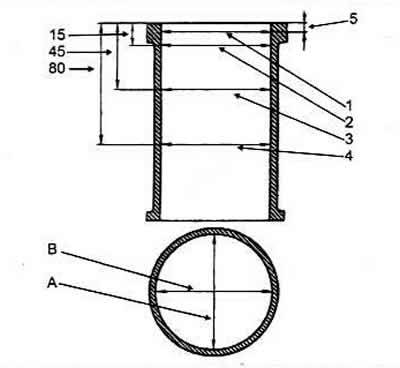
A, B. Напрамак вымярэнняў
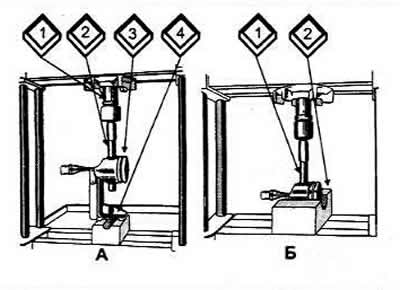
Расточны станок - для расточвання цыліндраў блока рухавіка пад рамонтны памер, хонінгавальны станок - для канчатковай апрацоўкі цыліндраў. Хонінгаванне выконваецца спачатку наборам среднезернистых абразіўных брускоў, потым дробназярністых. Для дасягнення найлепшай чысціні працоўнай паверхні цыліндру яе даводзяць дробназярністай шліфавальнай скуркай, наматанай на хонінгавальную галоўку. Апраўка і апора поршня - для выпрасоўкі поршневага пальца. Выпрасоўку поршневага пальца вырабляюць на прэсе з дапамогай апраўкі 2 (А) і апоры (4) з цыліндрычным выманне, у якую ўкладваюць поршань, або пры дапамозе апоры 2 (Б). Перад выпрасоўкай пальца здымаюць поршневыя кольцы.
Прылада для завострывання поршневых кольцаў
Яго правяраюць наборам мацаў пры ўсталёўцы кольцаў у калібр, мелы дыяметр адтуліны, які роўны намінальнаму дыяметру кольца, з допускам±0,003 мм.
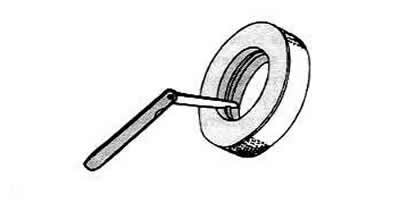
Пры недастатковым зазоры неабходна стыкавыя паверхні кольцаў запілаваць на прынадзе, а пры падвышаным - замяніць кольцы.
Калібраваны пластмасавы дрот - для праверкі зазору паміж укладышамі і шыйкамі каленчатага вала рухавіка. Зазор паміж укладышамі і шыйкай каленчатага вала можна праверыць разлікам (вымераўшы дэталі). Аднак для праверкі зазору зручней карыстацца калібраваным пластмасавым дротам. У гэтым выпадку неабходна старанна ачысціць працоўныя паверхні ўкладышаў і адпаведную шыйку каленчатага вала. Затым пакласці адрэзак пластмасавага дроту на яго паверхню. Устанавіць на шыйку каленчатага вала шатун з вечкам або вечка карэннага падшыпніка (у залежнасці ад выгляду правяранай шыйкі) і зацягнуць гайкі ці ніты мацавання. Зняць вечка і па спляскванні дроту вызначыць па шкале, нанесенай на пакаванні, велічыню зазору.
Калі зазор знаходзіцца ў межах допуску ці менш лімітавага (0,1 мм для шатун і 0,15 мм для карэнных шыек), то гэтыя ўкладышы можна зноў выкарыстоўваць.
Пры зазоры, больш лімітавага, неабходна замяніць на гэтых шыйках укладышы новымі. Калі шыйкі каленчатага вала зношаныя, тое неабходна іх прашліфаваць да рамонтнага памеру і адпаведна замяніць укладышы рамонтнымі (павялічанай таўшчыні).
Электрапечка з тэрмастатычным рэгуляваннем для нагрэву верхніх галовак шатуноў неабходна для забеспячэння нацягу ў злучэнні палец-шатун. Для лепшага прагрэву ўкладваюць шатуны верхнімі галоўкамі ўнутр печы. Калі шатун змяшчаюць у лядоўню печ, то тэмпература печы рэгулюецца на 240°С. Шатуны вымаюць, калі тэмпературы дасягне гэтай велічыні. Калі шатуны змяшчаюць у печ, нагрэтую да 240°С, то іх вытрымліваюць пры гэтай тэмпературы на працягу 15 хвілін.
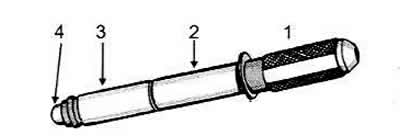
Прылады для запрэсоўкі поршневага пальца ў поршань і шатун
Палец неабходна загадзя падрыхтаваць да зборкі на прынаду. Для гэтага трэба надзець на валік (1) прынады поршневай палец (2) і накіроўвалую (3), замацаваўшы яе шрубай (4).
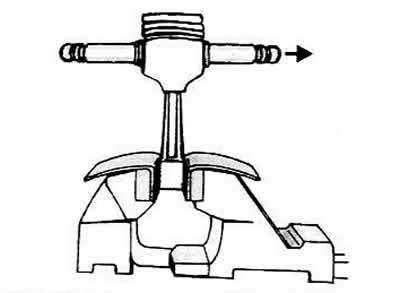
Вінт зацягнуць няшчыльна, каб пазбегнуць яго закліноўвання пры пашырэнні поршневага пальца ад кантакту з нагрэтым шатуном. Выняць нагрэты шатун з печы і як мага хутчэй заціснуць яго ў цісках. Надзець на яго поршань і прынадай праціснуць поршневай палец у адтуліну поршня і ў верхнюю галоўку шатуна так. каб заплечык прынады датыкаўся з поршнем. Пры гэтым поршань павінен прыціскацца бабышкай да верхняй галоўкі шатуна ў кірунку запрэсоўкі, паказанай стрэлкай.
Прыстасаванне для праверкі трываласці запрэсоўкі поршневага пальца з дапамогай дынамаметрычнага ключа
Для гэтага неабходна заціснуць падставу прынады ў цісках і апусціць кранштэйн (8) індыкатара.
Устанавіць на прынаду сабраныя поршань з шатуном і ў адтуліну пальца ўставіць разьбовай стрыжань (3) да ўпора яго галоўкі (2) у тарэц пальца. На супрацьлеглы канец стрыжня навярнуць гайку (5) так, каб яна датыкалася з апорай, і былі абраныя магчымыя зазоры. Усталяваць упор (6) у пазу стрыжня, які выключае яго проворачивание. Прыпадняць кранштэйны (8) да гарызантальнага становішча, замацаваць яго дзяржальняй (7) і ўсталяваць індыкатар (9), штыфт (1) якога ўперці ў галоўку (2) стрыжня. Устанавіць індыкатар на нуль.
З дапамогай дынамаметрычнага ключа (2) прыкласці да гайкі (1) момант 13 Нм, што адпавядае восевай нагрузцы 2 кн. Апусціць дынамометр. Пры гэтым стрэлка індыкатара павінна вярнуцца на нуль. У тым выпадку, калі палец перамясціўся ў галоўцы шатуна, неабходна замяніць шатун.
Прыбор для праверкі паралельнасці восяў поршневага пальца і ніжняй галоўкі шатуна
Ніжнюю галоўку шатуна (без укладышаў) трэба ўсталяваць на прынаду і адцэнтраваць яго высоўнымі нажамі (2). На дно поршня ўсталяваць калібр (4) і наборам мацаў вызначыць на адлегласці 125 мм ад кута або верхняга канца калібра зазор паміж вертыкальнай плітой прынады і вертыкальнай плоскасцю калібра. Месца замеру залежыць ад таго, чым дакранаецца калібр вертыкальнай пліты - кутом або верхнім канцом. Дапускаецца зазор не больш за 0,4 мм. Пры большым зазоры шатун падлягае замене.
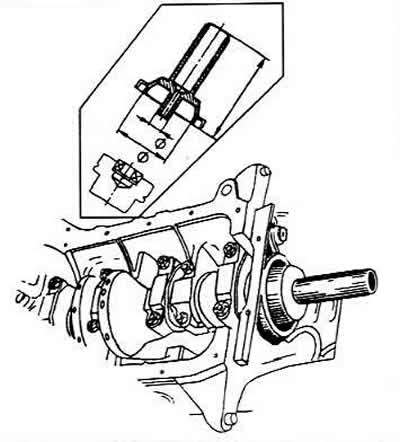
Шліфавальны станок і прыстасаванне для шліфавання карэнных і шатунных шыек каленчатага вала
З дапамогай фланца (1) і разрезной утулкі (2) каленчаты вал усталёўваюць на шліфавальны станок. У залежнасці ад зносу шыек каленчатага вала іх шліфуюць да неабходных памераў.
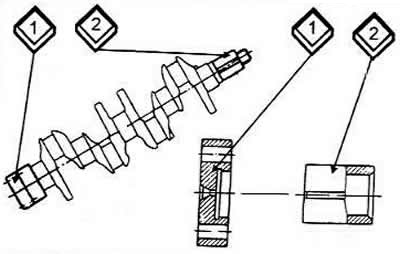
1 Фланец
2 Утулка разрезная.
Прызмы для праверкі геаметрычных параметраў каленчатага вала
Для гэтага неабходна ўсталяваць каленчаты вал на дзве прызмы і пры дапамозе індыкатара праверыць біццё і несоосность яго шыек.
Фрэза і апраўка фрэзы для апрацоўкі гнёздаў заглушак каленчатага вала
Пасля шліфавання і наступнай даводкі шыек каленчатага вала рухавіка, неабходна выдаліць заглушкі алейных каналаў і апрацаваць гнёзды заглушак фрэзай (2), надзетай на апраўку (1). Старанна прамыць каленчаты вал і яго каналы бензінам і прадуць сціснутым паветрам.
Апраўка для запрэсоўкі новых заглушак
Пасля запрэсоўкі заглушкі варта зачеканить кернам у некалькіх кропках.
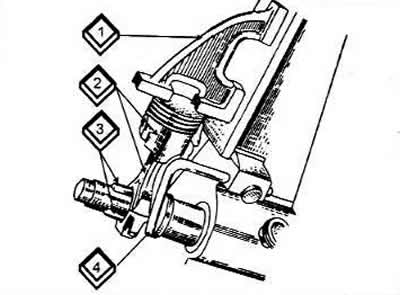
Прылада для замеру восевага зазору каленчатага вала на рухавіку, усталяваным на аўтамабілі
Восевае перасоўванне каленчатага вала ствараецца націскам і адпусканнем педалі счаплення. Велічыня восевага зазору вызначаецца па перамяшчэнні пярэдняга канца каленчатага вала. Максімальна дапушчальны зазор не павінен перавышаць 0,35 мм.
Апраўка для ўстаноўкі трымальніка задняга сальніка (з сальнікам) на каленчаты вал
Для гэтага трэба вышмараваць сальнік маторным маслам і, не дапушчаючы перакосу, запрасаваць яго ў трымальнік.
Дошка мантажная - для выканання рамонтных прац галоўкі блока цыліндраў, знятай з рухавіка.
Каментары наведвальнікаў