
Зніміце вечкі падшыпнікаў № 5, 1 і 3 размеркавальнага вала, затым па чарзе крыж-накрыж адкруціце гайкі шпілек мацавання вечкаў падшыпнікаў № 2 і 4.
Выміце размеркавальны вал з апор галоўкі цыліндраў і выміце штурхачы клапанаў.
Усталюеце на галоўцы цыліндраў прынада для сціску спружын клапанаў або адмысловая прылада VW 541 для здымання і ўсталёўкі сухароў клапанаў і з дапамогай шчыпцоў з завостранымі канцамі вызваліце клапаны ад сухароў, папярэдне націснуўшы на рычаг адмысловай прылады.
Зняцце спружын клапанаў з дапамогай прыстасаванні для сціску затамкавых спружын
Выміце спружыны клапанаў з талеркамі.
Выміце маслоотражательные каўпачкі стрыжняў клапанаў і апорныя шайбы спружын з дапамогай шчыпцоў.
Выміце клапаны.
Адзначайце становішча дэталяў, якія здымаюцца для таго, каб дэталі, якія не падлягаюць замене, паставіць пры зборцы ў першапачатковае становішча.
Ачысціце дэталі.
Праверце ступень зносу гнёздаў накіравальных утулак клапанаў і зазор паміж утулкамі і стрыжнямі клапанаў.
Устаўце новы клапан у накіроўвалую ўтулку і вызначыце зазор паміж тарцом стрыжня і абзой накіроўвалай утулкі з дапамогай прынады VW 387 з індыкатарам.
Заменіце накіравальныя ўтулкі, калі зазор перавышае 0,10 мм для ўтулак впускных клапанаў і 0,13 мм для ўтулак выпускных клапанаў.
Праверце, ці не парушана плоскаснасць спалучаюцца паверхні галоўкі цыліндраў, з дапамогай металічнай лінейкі і набору мацаў.
Прашліфуйце пры неабходнасці спалучаюцца паверхню галоўкі цыліндраў у дапушчальных межах (гл. падраздзел «Дэталёвыя тэхнічныя характарыстыкі»).
Праверце стан клапанаў і спружын клапанаў.
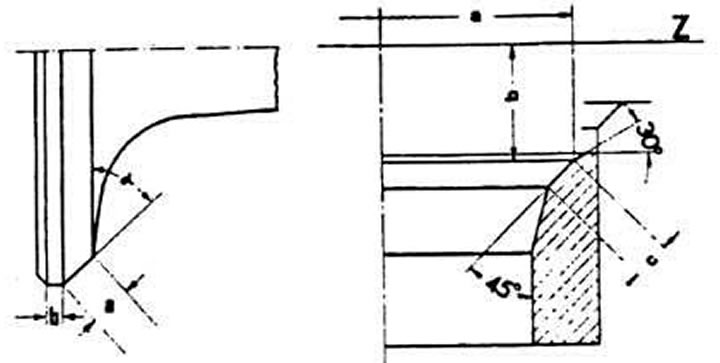
Асноўныя памеры для шліфавання клапанаў і сёдлаў клапанаў: Впускной клапан: а - кут працоўнай фаскі (45*); а - шырыня працоўнай фаскі; b - вышыня абзы галоўкі клапана. Сядло клапана: а - плоскасць галоўкі цыліндраў; а - дыяметр сядла клапана. b - адлегласць ад тарца сядла клапана да плоскасці галоўкі цыліндраў (глыбіня пасадкі сядла клапана); з - шырыня працоўнай фаскі сядла клапана
Праверце стан сёдлаў клапанаў і пры неабходнасці прашліфуйце іх. Шліфаванне выконваецца адмысловай прыладай і з захаваннем дапушчальных меж (гл «Дэталёвыя тэхнічныя характарыстыкі».
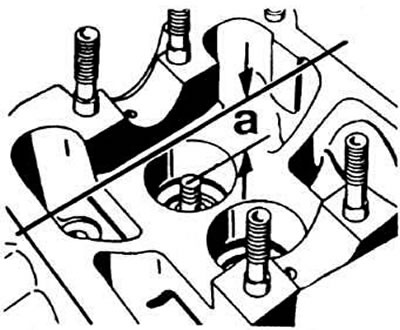
На рухавіках мадэляў DS выпуску з верасня 1985 г і NP пры шліфаванні сёдлаў клапанаў вытрымаць мінімальную адлегласць а паміж тарцом стрыжня клапана і верхняй плоскасцю галоўкі цыліндраў
На рухавіках мадэляў "DS" выпуску з верасня 1985 г. і "NP" у выпадку шліфавання сёдлаў клапанаў для забеспячэння звычайнай працы гідраўлічных штурхачоў клапанаў неабходна вытрымаць мінімальную адлегласць ♦а? (гл. малюнак) паміж тарцом стрыжня клапана і верхняй плоскасцю галоўкі цыліндраў, якое для впускных клапанаў павінна быць роўна 33,80 мм, для выпускных клапанаў - 34,10 мм.
Усаджванне працоўнай фаскі сядла клапана не павінна перавышаць велічыню, роўную розніцы паміж велічынёй а да шліфавання сядла клапана і мінімальнай велічынёй а пасля шліфавання.
Прашліфуйце пры неабходнасці працоўныя фаскі впускных клапанаў. Рабочыя фаскі выпускных клапанаў шліфаванню не падлягаюць. дапускаецца прыцірка выпускных клапанаў, у астатніх выпадках яны падлягаюць замене.
Да зборкі старанна ачысціце галоўку цыліндраў, а таксама пасля шліфавання сёдлаў клапанаў і прыціркі клапанаў.
Каментары наведвальнікаў