
Пружини на клапаните
Необходим е специален инструмент за правилна проверка на пружините на клапаните, въпреки че точната дължина на "напрегнатите" пружини не е известна. При използване на устройството трябва да се приеме, че всички пружини имат приблизително еднаква еластичност. Ако не е наличен тестер за пружини:
Сравнете използваната пружина с новата пружина. За да направите това, затегнете двете пружини в едно и също менгеме и бавно ги завъртете. Когато и двете пружини са компресирани до една и съща степен, това означава, че те имат приблизително еднакво предварително натоварване. Ако старата пружина се компресира до по-къс размер от новата, пружината е уморена и трябва да се смени като комплект.
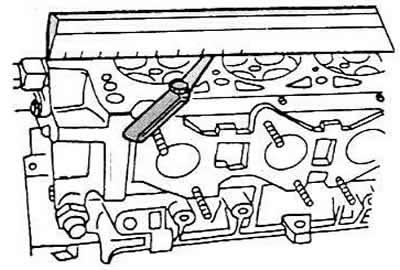
Поставете пружините в ред върху равна повърхност (стъкло), така че затворената намотка да е отдолу. Поставете стоманен ъгъл близо до пружината. Измерете разстоянието между пружината и ъгъла в горната част, не трябва да надвишава 2,0 см. В противен случай пружината е огъната.
Преместете пластината на клапана в горната част напред и назад и прочетете показанията на индикатора за циферблат. Те не трябва да надвишават 1,0 mm за всмукателните клапани и 1,3 mm за изпускателните клапани на двигателя.
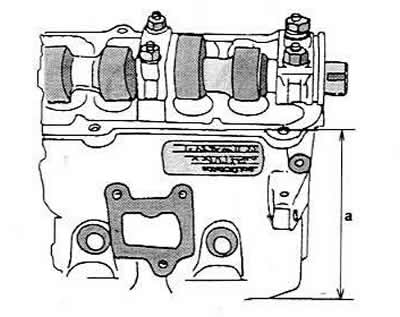
Проверете общото състояние на главата на цилиндъра, преди да смените водещата втулка. Глава на цилиндър с малки драскотини между леглата на клапана или между леглото на клапана и първата резба на запалителната свещ може да се използва допълнително след шлайфане, ако драскотините не са по-широки от 0,3 mm. В главата, след шлайфане, разстоянието между стрелките (a) трябва да бъде 132,6 mm (четирицилиндрови двигатели).
Когато сменяте водещата втулка, натиснете старата втулка от главата на цилиндъра с подходящ перфоратор (пръчка). За да се осигури работа, главата на цилиндъра може да се нагрее. Перфораторът, използван за отстраняване на втулката, трябва да има натоварен щифт, който съответства на размера на вътрешността на втулката.
Новите втулки трябва да бъдат добре смазани и натиснати в студената глава на цилиндъра от страната на разпределителния вал, докато втулката на втулката влезе в контакт с главата на цилиндъра. В този случай силата на натискане не трябва да надвишава 1 тон, в противен случай яката може да бъде отрязана.
Водещите втулки трябва да бъдат шлифовани след пресоване. Имайте предвид разликата във вътрешните диаметри на втулките за различните видове двигатели. За смилане можете да използвате регулируем райбер. Водачите на клапаните за всмукателните и изпускателните клапани са еднакви. Седалките на клапаните трябва да се шлифоват след смяна на втулките.
Седла на клапани
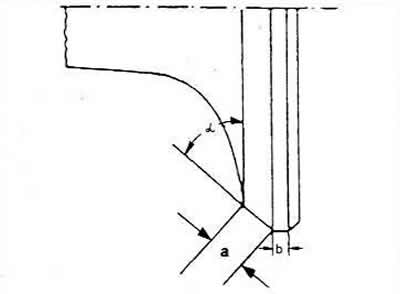
Всички легла на клапаните трябва да бъдат проверени за износване или вдлъбнатини. Незначителните признаци на износване могат да бъдат коригирани с 45° нож. Ако седлото е станало твърде широко, седлата трябва да се шлайфат отново. Ъгълът, който трябва да се получи в този случай, е посочен на първата фигура - за всмукателния клапан, във втората - за изпускателния клапан. Трябва да се обърне внимание на разликата в диаметрите на седлата на клапаните, които са посочени в "Технически данни" за различните двигатели. Размерите на седалките са различни, тъй като самите всмукателни и изпускателни клапани не са еднакви за различните видове двигатели.
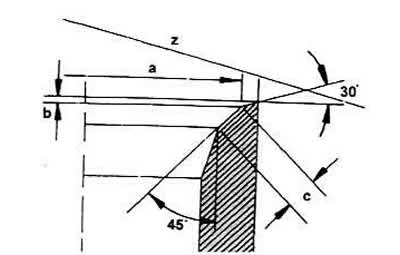
Размери на леглото на входящия клапан
a Диаметър на седлото на клапана
b Максимално количество смилане
c Ширина на леглото на клапана, 2D mm
z Ръб на главата на цилиндъра
30° горен ъгъл
45° ъгъл на седлото на клапана
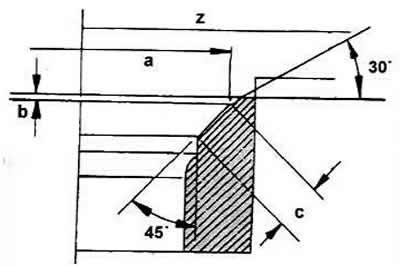
Размери на леглото на изпускателния клапан
a Диаметър на седлото на клапана
b Максимално количество смилане
c Ширина на леглото на клапана, 2 мм
z Ръб на главата на цилиндъра
30° горен ъгъл
45° ъгъл на седлото на клапана
За да се определи дали е необходимо смилане, трябва да се направят следните измервания:
Поставете вентила във водещата втулка и натиснете здраво към леглото на клапана.
Измерете разстоянието (a) между върховете на клапаните и горния ръб на главата на цилиндъра.
Изчислете максимално допустимата стойност на смилане от измерената стойност и допустимата минимална стойност. За всмукателните клапани тази стойност е 33,8 mm и 34,1 mm. Минималното разстояние за изпускателния клапан е 33,0 mm.
Ако минималното разстояние се различава от измерената стойност, трябва да се вземе максимално допустимата стойност на смилане. което е означено на фигурите по-горе като (c). При това трябва да се спазва следната инструкция:
Седлата на клапаните трябва да бъдат шлифовани при монтиране на нови водещи втулки. При това процедирайте както следва:
Фрезовайте под ъгъл от 45° и след това леко обработете горния ръб на седлото с 30° фреза, за да доведете ширината на седлото до показаната в таблицата. Фрезоването трябва да бъде завършено, когато ширината на седлото е в определения диапазон.
За да се избегне твърде дълбоко легнало положение в главата на цилиндъра, трябва да се направи горното измерване.
Шлифовани легла на клапани трябва да се шлифоват. За да направите това, повърхностите на леглата на клапаните трябва да бъдат смажени с паста за смилане и съответният клапан трябва да бъде монтиран в съответното гнездо. Прикрепете дюзата на прахосмукачката към вентила и преместете клапана напред-назад.
След прилепването всички части трябва да бъдат добре почистени от мръсотия и шлифовъчна паста, проверете седлото на клапана на диска на клапана и фаската. И двете части трябва да показват непрекъснат матов скос, който ясно показва ширината на леглото на клапана. Последното трябва да се измерва, както следва:
Начертайте няколко линии върху пластината на клапана с молив. Линиите трябва да се нанасят на разстояние около 1 mm около обиколката. След това внимателно спуснете вентила във водещата втулка и седлото, завъртете клапана на 90°. Натиснете леко вентила.
Издърпайте вентила и проверете за износени линии на леглото на клапана. Ако ширината на леглото на клапана е правилна, главата на цилиндъра може да бъде монтирана отново. В противен случай седлата на клапаните трябва да се шлифоват, а в най-тежките случаи трябва да се смени цилиндровата глава.
Вентили
Малки повреди по повърхността на главите на клапаните могат да бъдат поправени чрез притискане на клапана в леглото на главата на цилиндъра, както е описано по-горе.
Измерете клапаните и сменете всички клапани с правилните размери. Трябва да се обърне внимание на разликата в размерите за различните видове двигатели. Стойностите са изброени в "Спецификации".
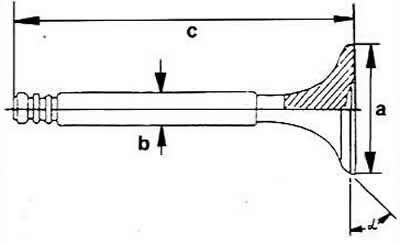
Диаметър на диска на клапана
b Диаметър на стеблото на клапана
c Дължина на клапана.
Ако се открие износване по ръбовете на стеблото на клапана, то може да се изтърка с мелница, но материалът не трябва да се отстранява повече от 0,5 mm.
Всмукателните клапани могат да бъдат шлифовани, при условие че стойността (c) е най-малко 0,5 mm. Не се допуска шлайфане на изпускателни клапани, тъй като са направени от специален материал. Изпускателните клапани могат да се замазват само с паста или да се сменят.
максимум: 3,5 мм
b минимум: 0,5 mm
α — 45°
Внимание: Старите клапани са полезни като сонди. Тези, които са пълни с натрий, не трябва да се използват за тези цели.
Цилиндрова глава
Почистете старателно уплътнителните повърхности на главата на цилиндъра и проверете повърхността на главата на цилиндъра за изкривяване. За да направите това, трябва да прикрепите линийка към главата и да използвате плосък щуп, за да измерите празнината в надлъжна, напречна и диагонална посока по отношение на повърхността на главата. Ако може да се постави плосък щуп с дебелина повече от 0,1 mm, главата на цилиндъра може да бъде шлайфана. Ако някъде има повече луфт, трябва да се смени главата на цилиндъра. Като се направи горното измерване на главата на цилиндъра, може да се определи дали тя е достатъчно голяма, за да бъде шлайфана.
Разпределителен вал
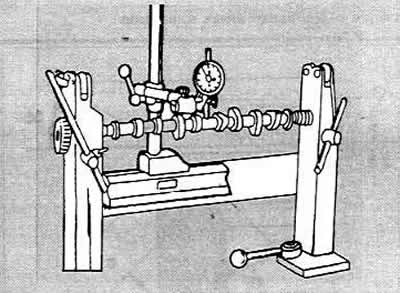
Валовете на всички двигатели с 2 клапана на цилиндър изглеждат еднакви, но гърбиците са разположени под различни ъгли, така че газоразпределението на клапаните да е правилно, т.е. да се постигне своевременно отваряне и затваряне на клапаните. Затова е препоръчително, когато купувате нов вал, да вземете стария със себе си. При поръчка на вал посочете номера на модела на автомобила и номера на двигателя. Преди да инсталирате отново разпределителния вал, той трябва да бъде внимателно проверен. Първо поставете разпределителния вал между призмите или го затегнете в центровете на струга, както е показано на фигурата, и прикрепете циферблата към шийката на средния лагер. Бавно завъртане на разпределителния вал. чете показанията на електромера. Ако показанието надвишава 0,01 mm, тогава разпределителният вал е огънат и трябва да бъде сменен.
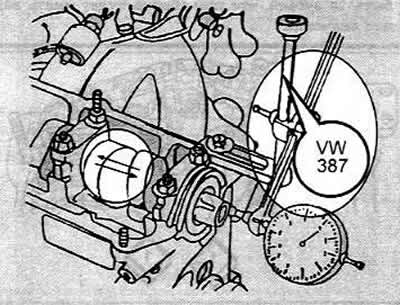
Проверете шийките на лагерите за видими повреди. Ако има канали или други неравности, валът трябва да се смени. За да се измери аксиалната хлабина на разпределителната зала, тя трябва да бъде поставена в главата на цилиндъра (без тласкачи) и закрепена с предни и задни лагерни капачки. Поставете главата на цилиндъра върху равна повърхност. Прикрепете циферблатния индикатор към крайната повърхност, както е показано на фигурата, и преместете вала в едната и в другата посока. Луфтът не трябва да надвишава 0,15 mm. В противен случай опорната повърхност на лагерните капачки се износва.
Сглобка на цилиндровата глава
Сглобяването на главата на цилиндрите се извършва в ред, връщане към демонтажа.
Смажете добре стъблата на клапаните с двигателно масло и ги монтирайте в съответните втулки.
С помощта на специален инструмент поставете долните пластини на клапанните пружини срещу водачите на клапаните.
Монтирайте уплътненията на стеблото на клапана. За това има специален инструмент (10-204).
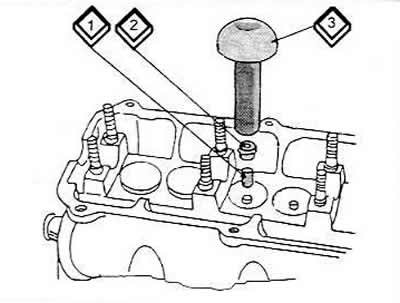
Плъзнете пластмасовата втулка (1) на инструмента върху изпъкналата втулка.
Смажете добре уплътнението (2) и го поставете върху пластмасовата втулка.
Поставете инструмента (3) върху салниковата кутия и внимателно натиснете салниковата кутия върху водещата втулка. Трябва да се има предвид, че ако семерингът е монтиран без този инструмент или подобен, то може да се повреди, което да доведе до повишена консумация на масло.
Ако клапите са припокрити, те трябва да бъдат монтирани в съответните легла, тъй като припокриването на всяка клапа е индивидуално.
Монтирайте подходящите вътрешни и външни пружини на клапана (ако пружините се монтират отново) върху главата на цилиндъра.
Ударете горната част на стеблото на клапана с пластмасов чук. В този случай неправилно седналите бисквити ще изскочат. Като предпазна мярка трябва да поставите парцал под краищата на пружините, за да не изскочат частите.
Монтирайте тласкачите според предварително направените маркировки в отворите (добре смазани с масло), ако са монтирани предишните тласкачи.
Смажете добре шийките на лагерите на разпределителния вал с масло.
Повдигнете разпределителния вал в лагерите и го завъртете няколко пъти. Накрая завъртете разпределителния вал така, че ръбовете на клапаните на първия цилиндър да сочат нагоре.
Поставете капачки на лагери #2 и #3 и леко затегнете гайките. Тъй като капаците са със специална форма, трябва да проверите дали пасват правилно. Фигурата показва правилния монтаж на лагерните капачки.
Затегнете гайките на монтираните лагерни капачки последователно и напречно на няколко оборота, докато се достигне момент на затягане от 20 Nm. Проверете. така че повърхностите на капаците да са в контакт с повърхността на главата на цилиндъра.
Поставете капачки #1 и #3. Завийте гайките и ги затегнете последователно на кръст с въртящ момент от 20 Nm.
Вземете семеринга на разпределителния вал в ръката си и определете от коя страна е пружината. Завъртете страната, където е пружината, навътре и леко смажете ръба на уплътнението (както и повърхността на вала). За да монтирате ново маслено уплътнение, използвайте парче тръба с подходящ диаметър. Тръбата трябва да е в пълен контакт с външната обиколка на салниковата кутия. Монтирайте уплътнението и го ударете с чук, така че да е изравнено с външната повърхност на главата. Можете да монтирате уплътнението на маслото по същия начин, както е описано за предното уплътнение на коляновия вал.
Поставете задвижващото зъбно колело на разпределителния вал върху вала (не забравяйте ключа и проверете дали е монтиран правилно) и затегнете болта с шайбата. Докато държите зъбното колело по подходящ начин (напр. като използвате стар зъбчат ремък), затегнете болта с въртящ момент от 8 Nm.
Монтирайте останалите части в главата на цилиндъра, с изключение на тези, които се монтират при монтажа на главата.
Коментари на посетители