
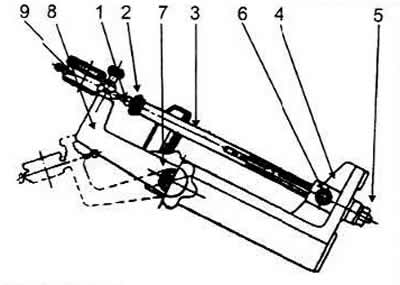
Стенд — для разборки и сборки двигателя.
Кронштейн — для крепления двигателя на стенде.
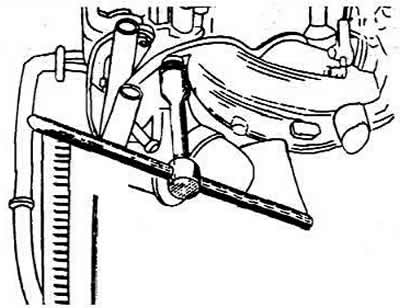
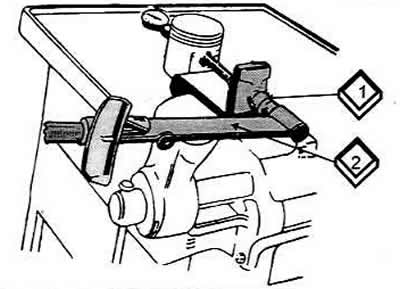
Ключ — для крепления гаек впускного и выпускного коллекторов. Момент затяжки гаек равен 25 Нм. Отворачивание гаек показано на рисунке.
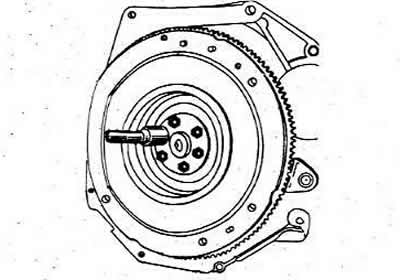
Фиксатор — для удержания маховика от проворачивания. При отворачивании или заворачивании храповика коленчатого вала, болтов крепления сцепления или маховика необходимо установить фиксатор в отверстие блока для закрепления маховика от проворачивания.
Ключ — для отворачивания и заворачивания центрального болта коленчатого вала и проворачивания коленчатого вала двигателя при регулировке клапанов.
Съемник — для снятия переднего подшипника первичного вала коробки передач.
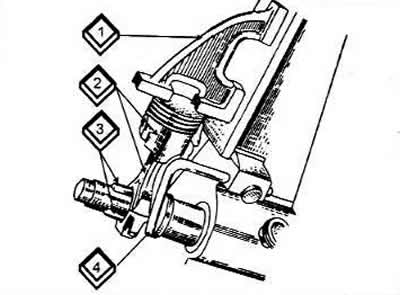
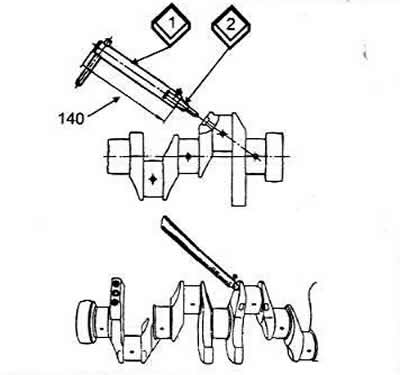
Ключи — для отворачивания и заворачивания шпилек.
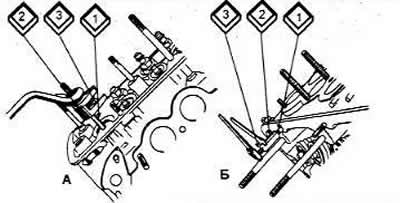
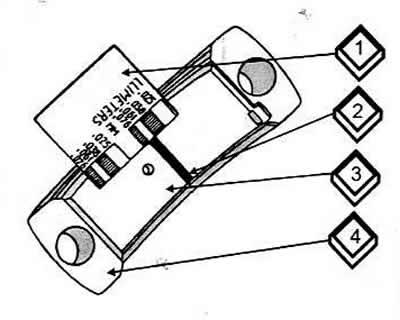
При помощи ключа (А) шпилька (1) зажимается в ступице (2) эксцентриком (3). В ключе (Б) шпилька (1) зажимается в гайке (2) болтом (3). Диаметр и шаг резьбы ключа должны соответствовать шпильке.
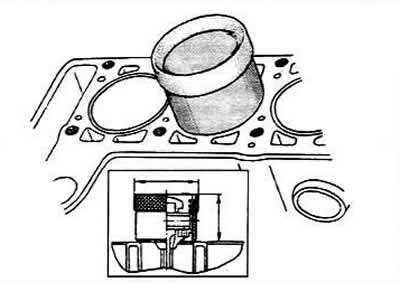
Комплект втулок — для установки поршней в сборе с поршневыми кольцами и шатунами в цилиндры блока двигателя. При установке поршней подбирается втулка, соответствующая размеру поршня. Поверхности цилиндров и поршней перед установкой нужно смазать моторным маслом.
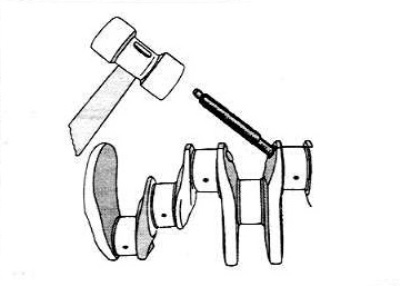
Оправки — для запрессовки заглушек коленчатого вала и блока цилиндров. Демонтаж заглушек производят керном и выполняют при капитальном ремонте двигателя с целью качественной очистки рубашки охлаждения блока цилиндров от накипи и масляные каналы блока цилиндров, коленчатого и распределительного валов от смолистых отложений на их стенках. После запрессовки заглушек масляных каналов необходимо зачеканить их керном в нескольких точках.
Кольцевые калибры — для установки нутрометра на нуль при измерении износа цилиндров двигателя.
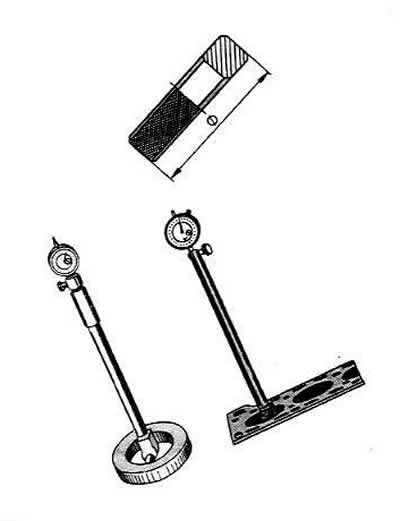
Нутрометр — для измерения износа цилиндров блока двигателя. Диаметр цилиндра измеряется в четырех поясах. В каждом поясе производятся два измерения — в продольном и поперечном направлениях двигателя. В зоне пояса (1) цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах можно судить о величине износа цилиндров.
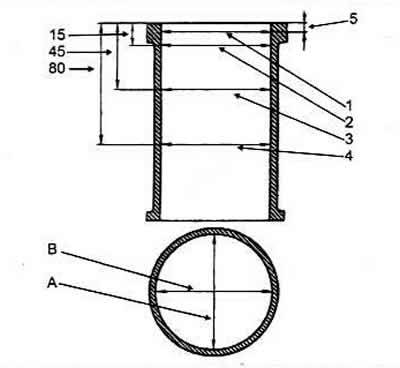
A, B. Направление измерений
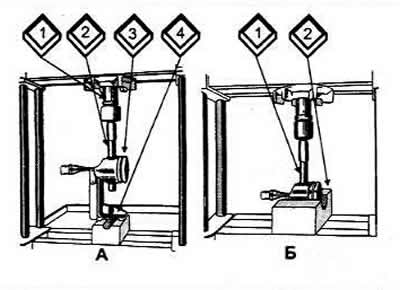
Расточный станок — для расточки цилиндров блока двигателя под ремонтный размер, хонинговальный станок — для окончательной обработки цилиндров. Хонингование выполняется сначала набором среднезернистых абразивных брусков, потом мелкозернистых. Для достижения наилучшей чистоты рабочей поверхности цилиндра ее доводят мелкозернистой шлифовальной шкуркой, намотанной на хонинговальную головку. Оправка и опора поршня — для выпрессовки поршневого пальца. Выпрессовку поршневого пальца производят на прессе с помощью оправки 2 (А) и опоры (4) с цилиндрической выемкой, в которую укладывают поршень, или при помощи опоры 2 (Б). Перед выпрессовкой пальца снимают поршневые кольца.
Приспособление для заточки поршневых колец
Его проверяют набором щупов при установке колец в калибр, имеющий диаметр отверстия, который равен номинальному диаметру кольца, с допуском ±0,003 мм.
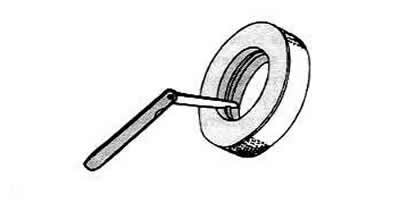
При недостаточном зазоре необходимо стыковые поверхности колец запилить на приспособлении, а при повышенном — заменить кольца.
Калиброванная пластмассовая проволока — для проверки зазора между вкладышами и шейками коленчатого вала двигателя. Зазор между вкладышами и шейкой коленчатого вала можно проверить расчетом (измерив детали). Однако для проверки зазора удобнее пользоваться калиброванной пластмассовой проволокой. В этом случае необходимо тщательно очистить рабочие поверхности вкладышей и соответствующую шейку коленчатого вала. Затем положить отрезок пластмассовой проволоки на ее поверхность. Установить на шейку коленчатого вала шатун с крышкой или крышку коренного подшипника (в зависимости от вида проверяемой шейки) и затянуть гайки или болты крепления. Снять крышку и по сплющиванию проволоки определить по шкале, нанесенной на упаковке, величину зазора.
Если зазор находится в пределах допуска или меньше предельного (0,1 мм для шатунных и 0,15 мм для коренных шеек), то эти вкладыши можно снова использовать.
При зазоре, больше предельного, необходимо заменить на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены, то необходимо их прошлифовать до ремонтного размера и соответственно заменить вкладыши ремонтными (увеличенной толщины).
Электропечь с термостатической регулировкой для нагрева верхних головок шатунов необходима для обеспечения натяга в соединении палец-шатун. Для лучшего прогрева укладывают шатуны верхними головками внутрь печи. Если шатун помещают в холодную печь, то температура печи регулируется на 240°С. Шатуны вынимают, когда температуры достигнет этой величины. Если шатуны помещают в печь, нагретую до 240°С, то их выдерживают при этой температуре в течение 15 минут.
Приспособления для запрессовки поршневого пальца в поршень и шатун
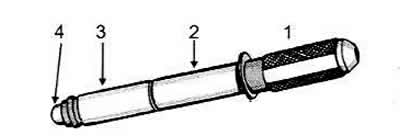
Палец необходимо заранее подготовить к сборке на приспособление. Для этого нужно надеть на валик (1) приспособления поршневой палец (2) и направляющую (3), закрепив ее винтом (4).
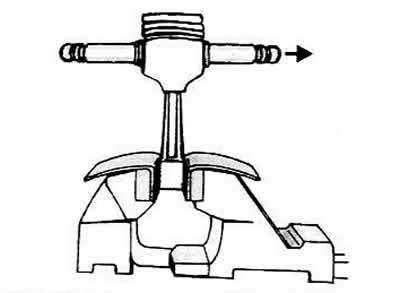
Винт затянуть неплотно, чтобы избежать его заклинивания при расширении поршневого пальца от контакта с нагретым шатуном. Извлечь нагретый шатун из печи и как можно быстрее зажать его в тисках. Надеть на него поршень и приспособлением протолкнуть поршневой палец в отверстие поршня и в верхнюю головку шатуна так. чтобы заплечик приспособления соприкасался с поршнем. При этом поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки, показанной стрелкой.
Приспособление для проверки прочности запрессовки поршневого пальца с помощью динамометрического ключа
Для этого необходимо зажать основание приспособления в тисках и опустить кронштейн (8) индикатора.
Установить на приспособление собранные поршень с шатуном и в отверстие пальца вставить резьбовой стержень (3) до упора его головки (2) в торец пальца. На противоположный конец стержня навернуть гайку (5) так, чтобы она соприкасалась с опорой, и были выбраны возможные зазоры. Установить упор (6) в паз стержня, исключающий его проворачивание. Приподнять кронштейн (8) до горизонтального положения, закрепить его рукояткой (7) и установить индикатор (9), штифт (1) которого упереть в головку (2) стержня. Установить индикатор на ноль.
С помощью динамометрического ключа (2) приложить к гайке (1) момент 13 Нм, что соответствует осевой нагрузке 2 кН. Опустить динамометр. При этом стрелка индикатора должна возвратиться на ноль. В том случае, если палец переместился в головке шатуна, необходимо заменить шатун.
Прибор для проверки параллельности осей поршневого пальца и нижней головки шатуна
Нижнюю головку шатуна (без вкладышей) нужно установить на приспособление и отцентрировать его выдвижными ножами (2). На днище поршня установить калибр (4) и набором щупов определить на расстоянии 125 мм от угла или верхнего конца калибра зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра. Место замера зависит от того, чем касается калибр вертикальной плиты — углом или верхним концом. Допускается зазор не более 0,4 мм. При большем зазоре шатун подлежит замене.
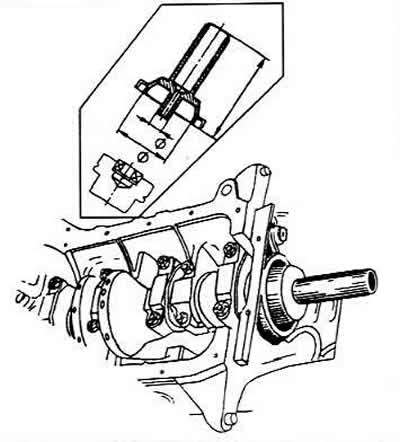
Шлифовальный станок и приспособление для шлифования коренных и шатунных шеек коленчатого вала
С помощью фланца (1) и разрезной втулки (2) коленчатый вал устанавливают на шлифовальный станок. В зависимости от износа шеек коленчатого вала их шлифуют до необходимых размеров.
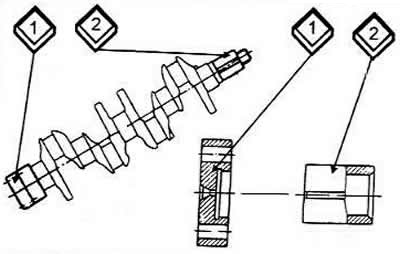
1 Фланец
2 Втулка разрезная.
Призмы для проверки геометрических параметров коленчатого вала
Для этого необходимо установить коленчатый вал на две призмы и при помощи индикатора проверить биение и несоосность его шеек.
Фреза и оправка фрезы для обработки гнезд заглушек коленчатого вала
После шлифования и последующей доводки шеек коленчатого вала двигателя, необходимо удалить заглушки масляных каналов и обработать гнезда заглушек фрезой (2), надетой на оправку (1). Тщательно промыть коленчатый вал и его каналы бензином и продуть сжатым воздухом.
Оправка для запрессовки новых заглушек
После запрессовки заглушки следует зачеканить керном в нескольких точках.
Приспособление для замера осевого зазора коленчатого вала на двигателе, установленном на автомобиле
Осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления. Величина осевого зазора определяется по перемещению переднего конца коленчатого вала. Максимально допустимый зазор не должен превышать 0,35 мм.
Оправка для установки держателя заднего сальника (с сальником) на коленчатый вал
Для этого нужно смазать сальник моторным маслом и, не допуская перекоса, запрессовать его в держатель.
Доска монтажная — для выполнения ремонтных работ головки блока цилиндров, снятой с двигателя.
Комментарии посетителей